
Table of Content
- What is Non-Destructive Testing (NDT)?
- Difference between NDT and Destructive Testing
- NDT Testing Methods
- Advantages of NDT
- Applications of Non-Destructive Testing
- Future Trends in NDT
- Conclusion
- FAQs
Non-destructive Testing (NDT) stands out as a crucial approach in the field of contemporary quality assurance and industrial inspections.
The NDT guide has had a significant impact on ensuring the dependability and integrity of diverse materials across industries.
What is Non-Destructive Testing (NDT)?
Non-destructive Testing (NDT) is the examination of materials, components, and structures without causing any harm or altering their future functionality, unlike traditional NDT Testing Methods that often require the destruction of samples.
The NDT Guide allows for thorough analysis while preserving the integrity of the tested object.
This is pivotal in industries where the structural soundness and performance of materials are of paramount importance.
The Non-destructive Evaluation Inspection methodologies can be used on a myriad of materials to evaluate a wide variety of flaws, Ranging from Superficial to sub-strata level of detection, that could lead to premature structural failures and if left unchecked, catastrophe.
The most common form of Contemporary NDT Inspection and testing methodologies are as follows:
Technique Capabilities Limitations
1. Visual Testing NDT/Inspection (VT):
Detection of macroscopic surface flaws Difficulty in the detection of small flaws and subsurface flaws.
Microscopy Detection of small surface flaws Cannot be used for larger surfaces and subsurface flaws.
2. Radiography Testing (RT)
Radiography Non-destructive Testing (RT) detects the subsurface flaws Requires Radiation Protection; Detectability is accurate for defects larger than 2% of the thickness of the structure; No detections of subsurface flaws; not for porous materials
3. Dye penetrant Testing (PT)
Dye penetrant Testing (PT) Detection of surface flaws No detection of subsurface flaws; not for porous materials
4. Ultrasonic Testing (UT)
Ultrasonic Testing (UT) detects of subsurface flaws The material must be a good conductor of sound
5. Magnetic Particle Testing (MT)
Detection of surface / near surface and layer flaws Limited subsurface capability; Can only be used for Ferro-Magnetic materials
6. Eddy Current/ Electromagnetic Testing (ET)
Detection of surface and near-surface flaw Interpretation is difficult in specific applications; Can only be used for metals
7. Acoustic emission Testing (AE)
Complete structural analysis Interpretation is difficult in specific applications; Equipment is expensive
The NDT Techniques are used during the fabrication and deployment processes of various engineering structures, to ensure the integrity and reliability of the established structures.
The Non-Destructive inspection methodologies are employed for in-situ inspections of Engineering structures currently being used in ongoing processes which result in a decrease in costs of production as well as ensure stringent quality control in industrial environments.
Difference Between Non-destructive Testing and Destructive Testing
NDT refers to NDT Techniques used to evaluate the properties and integrity of materials, components, or structures without causing any permanent damage.
The primary goal of NDT Testing is to identify defects, inconsistencies, or anomalies without altering the material's functionality or structural integrity.
NDT methods include Ultrasonic Testing, radiographic testing, Magnetic Particle Testing, eddy current testing, and more.
On the contrary, destructive testing involves subjecting a material, component, or structure to conditions that cause it to fail with the purpose of understanding its behavior under extreme conditions.
NDT is commonly used in industries where preserving the integrity of the tested object is essential, such as aerospace, automotive, construction, and manufacturing.
This testing approach results in the permanent alteration or destruction of the tested object.
Destructive tests, such as tensile testing, impact testing, and hardness testing, are used to determine the mechanical properties, strength, durability, and other characteristics of materials.
Destructive testing is often carried out during the design and development phases to ensure that the components meet specific performance requirements.
The main Difference Between NDT and Destructive Testing lies in their purpose and approach.
NDT aims to assess materials without causing damage, while destructive testing intentionally causes failure to gather information about material properties.
NDT Testing Methods
NDT employs a variety of techniques, each suited for different materials and purposes. These methodologies provide valuable insights into potential defects, flaws, or irregularities present within the object being examined.
Some common NDT methods are.
1. Ultrasonic Testing (UT)
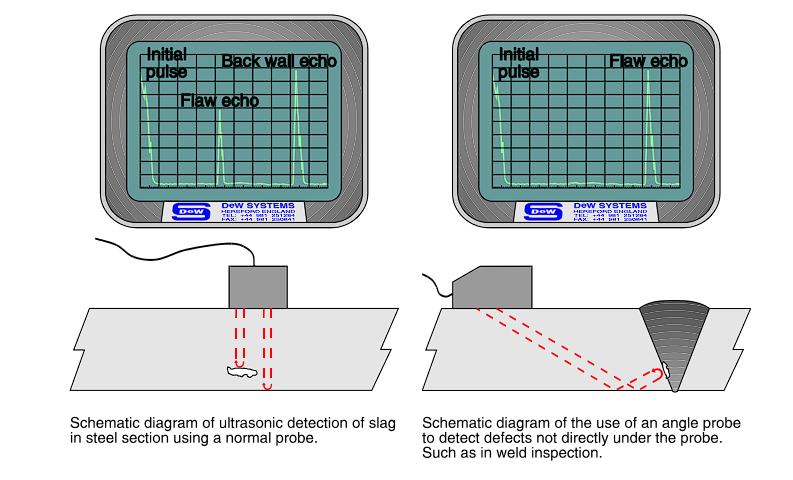
Ultrasonic Testing uses high-frequency sound waves to penetrate materials and identify internal imperfections.
By analyzing the time it takes for sound waves to reflect back, technicians can determine the thickness of materials and detect anomalies such as cracks, voids, or inclusions.
2. Radiographic Testing (RT)
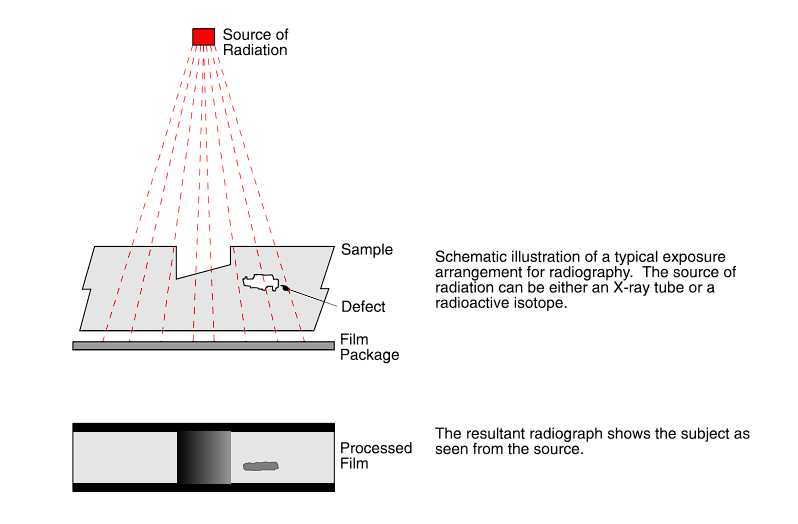
Radiographic Testing involves the use of X-rays or gamma rays to create images of the internal structure of objects.
This method is particularly useful for identifying hidden defects in welds, castings, and complex assemblies.
3. Magnetic Particle Testing (MT)
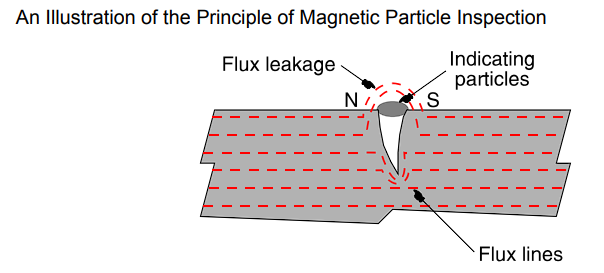
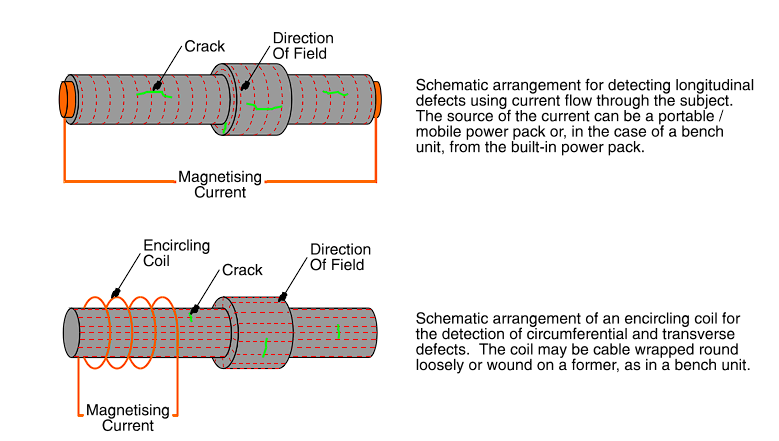
Magnetic Particle Testing is effective for detecting surface and near-surface defects in ferromagnetic materials.
By applying a magnetic field and iron particles to the surface, technicians can identify cracks, seams, and other irregularities through the particle patterns.
4. Liquid Penetrant Testing (PT)
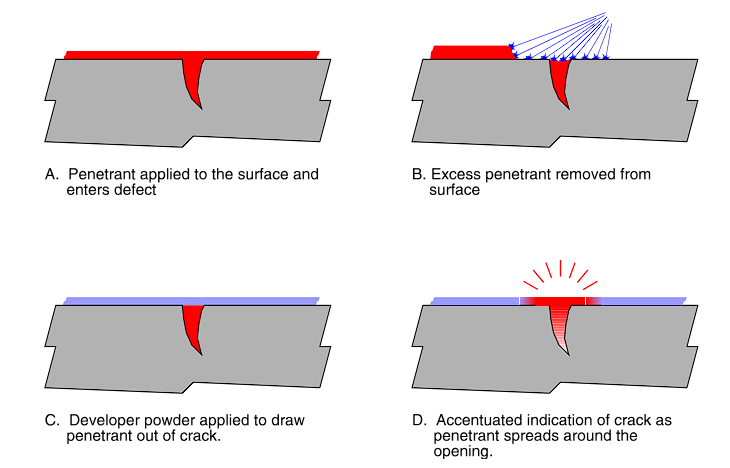
Liquid Penetrant Testing entails applying a liquid dye to the surface of a material.
This dye penetrates surface-breaking defects, and after the excess dye is removed, a developer is applied to make the defects visible under ultraviolet light.
5. Visual Inspection (VI)
Visual Inspection, although simple, remains a crucial part of NDT.
Skilled inspectors visually examine materials, components, and structures to identify surface-level defects, such as corrosion, cracks, or physical damage.
Advantages of NDT
Non-destructive Testing offers numerous advantages in various industries by allowing a thorough assessment of materials, components, and structures without causing damage.
Here are some key advantages of NDT.
1. Safety
NDT methods enable the detection of defects and flaws in critical components, ensuring the safety of personnel, the public, and the environment.
This is particularly important in industries with NDT guides like aerospace, nuclear, and oil and gas.
2. Cost Savings
By identifying issues early in the production or maintenance process, NDT helps prevent costly failures, downtime, and repairs. This proactive approach leads to significant cost savings over time.
3. Quality Assurance
NDT ensures that products and materials meet quality standards and specifications. This is crucial in industries like automotive and manufacturing, where consistent quality is essential.
4. Minimised Downtime
Regular NDT inspections help identify potential failures before they occur, allowing for planned maintenance and reducing unplanned downtime.
5. Extended Lifespan
NDT can help extend the lifespan of equipment and structures by identifying and addressing issues that might otherwise lead to premature failure.
6. Environmental Protection
NDT helps prevent leaks, spills, and other failures that could harm the environment. This is critical in industries dealing with hazardous materials, such as the oil and gas sector.
7. Data-Driven Decision Making
NDT provides quantitative data about the condition of materials and components, allowing informed decisions about repairs, replacements, or further actions.
8. Preservation of Historical Artefacts
In the conservation field, NDT is used to examine and analyze historical artifacts without causing damage, ensuring their preservation for future generations.
9. Reduced Material Waste
The NDT guide helps identify defects early in the manufacturing process, reducing the production of faulty or defective components and minimizing material waste.
10. Real-Time Inspection
Many NDT methods offer real-time or near-real-time results, allowing for immediate assessment and decision-making, especially in industries with time-sensitive operations.
11. Improved Reliability
NDT ensures that components meet design specifications, enhancing the overall reliability of products and structures.
12. Non-Intrusive Inspection
NDT methods are non-intrusive, meaning they don't alter the structure or functionality of the inspected object. This is particularly important in sensitive applications like medical devices.
13. Regulatory Compliance
NDT helps industries comply with safety and quality regulations, ensuring that products and structures meet industry standards.
14. Increased Efficiency
NDT allows for targeted inspection, focusing on areas of concern. This increases the efficiency of inspection processes compared to traditional visual inspections.
15. Risk Mitigation
By identifying potential defects early, NDT helps mitigate risks associated with the operation of critical equipment and structures.
In essence, NDT contributes to safer, more efficient, and more sustainable operations across industries by enabling thorough inspection while avoiding the need for destructive methods.
Applications of Non-Destructive Testing
Non-destructive Testing finds a wide range of applications across various industries due to its ability to assess materials, components, and structures without causing damage.
Here are some key applications of NDT across different industries.
1. Aerospace
NDT is crucial in the aerospace industry to ensure the safety and integrity of aircraft components such as wings, engines, and landing gear. It is used to detect defects, cracks, and structural weaknesses in critical parts.
2. Oil and Gas
In the oil and gas sector, NDT is employed to inspect pipelines, pressure vessels, and storage tanks. This helps identify corrosion, weld defects, and other flaws that could lead to leaks or failures.
3. Manufacturing
NDT plays a significant role in manufacturing industries to assess the quality of raw materials, welded joints, and finished products.
It ensures that items like automotive parts, machinery components, and consumer goods meet quality standards.
4. Construction
NDT is used in construction to assess the structural integrity of buildings, bridges, and other infrastructure. It helps identify defects in concrete, reinforcement, and welds, ensuring the safety of the built environment.
5. Automotive
In the automotive industry, NDT is used to inspect critical components such as engine parts, chassis, and safety systems. It helps ensure that vehicles meet safety regulations and standards.
6. Rail and Transportation
NDT is employed in the maintenance of railways and transportation systems to identify defects in tracks, rails, and structural components, ensuring safe and reliable operation.
7. Power Generation
NDT is crucial in power plants to assess the condition of turbines, generators, and boilers. It helps prevent failures and downtime by detecting issues such as cracks and erosion.
8. Nuclear Industry
The nuclear industry relies on NDT to inspect reactor components, piping, and storage containers for potential defects that could compromise safety and containment.
9. Medical Industry
NDT Techniques are used in the medical field to inspect medical devices, implants, and equipment to ensure they meet quality and safety standards.
10. Marine and Shipbuilding
NDT is used in marine industries to inspect ship hulls, underwater structures, and offshore platforms for corrosion, cracks, and structural issues.
11. Defence and Military
NDT is applied in defense by inspecting weaponry, vehicles, and equipment to ensure they function as intended and are safe to use.
12. Electronics
NDT methods are used to assess electronic components for manufacturing defects, ensuring the reliability and functionality of products like circuit boards and microchips.
Future Trends in NDT
Non-destructive Testing has evolved significantly over the years, allowing industries to detect defects and anomalies without compromising the structural integrity of materials.
As industries demand higher efficiency, safety, and reliability, the future of NDT is set to bring forth exciting advancements.
1. Integration of Artificial Intelligence and Machine Learning
The fusion of AI and Machine Learning with NDT processes is poised to revolutionize the industry.
AI algorithms are quick to analyze large amounts of inspection data, finding patterns and anomalies that human inspectors might miss. This leads to more accurate and efficient defect detection.
2. Advanced Sensor Technologies
Future NDT will witness the emergence of highly sensitive and specialized sensors. These sensors can detect even the smallest defects, offering a comprehensive evaluation of material integrity.
The incorporation of nanotechnology into sensors will further enhance their precision.
3. Robotics and Automation
Robotic systems are increasingly being utilized for NDT tasks in hazardous or hard-to-reach environments. These robots can access tight spaces and perform inspections with precision.
Automation reduces human error and enhances the speed of inspections.
4. Digital Twin Technology
Digital twins, virtual replicas of physical objects or processes, will play a pivotal role in NDT.
Industries can simulate and analyze real-time conditions, enabling better predictions of potential defects and optimizing maintenance schedules.
5. Wireless NDT Solutions
The advent of wireless technology will free NDT processes from wired connections, allowing for more flexible and versatile inspections. This is especially beneficial in industries with complex structures.
The future of NDT holds remarkable promise. From AI-powered inspections to eco-friendly practices, the field is poised to transform industries while maintaining safety and integrity.
Embracing these trends will ensure efficient operations, reduced risks, and enhanced product quality.
Read More, Future of NDT Testing: Emerging Technologies And Trends
Conclusion
The saga of Non-destructive Testing and NDE inspection is a testament to human ingenuity and our relentless pursuit of knowledge.
These techniques have redefined our relationship with materials, structures, and the very essence of progress.
As industries evolve and aspirations soar higher, NDT remains an emblem of our commitment to understanding, enhancing, and safeguarding the world we have constructed.
It's not just about the methods; it's about the transformative power that they hold, a power that propels us toward a future where limitations are shattered and possibilities know no bounds.
FAQs
1. What is the basic principle of NDT testing?
A. Non-destructive Testing is a technique used to evaluate the properties of a material, component, or system without causing any permanent damage.
It helps in identifying defects, inconsistencies, or abnormalities in various materials and structures.
NDT is crucial for ensuring the integrity, safety, and reliability of components in industries such as manufacturing, construction, aerospace, and more.
2. What are the three basic types of destructive testing?
A. Destructive testing involves evaluating the properties of a material by subjecting it to stress, strain, or other destructive forces that cause the material to fail.
Three basic types of destructive testing are:
- Tensile testing Measures the material's strength under tension.
- Impact Testing: Evaluates the material's ability to withstand sudden impact or shock.
- Hardness Testing: Determines the material's resistance to indentation or scratching.
3. What information should be included in an NDT test report?
A. A comprehensive NDT test report typically includes the following information:
- Identification of the tested object or specimen.
- Description of the testing method used.
- Details of the equipment used for testing.
- Test results, including any defects or anomalies found.
- Evaluation of the test results against acceptance criteria.
- Recommendations for further actions or retesting if needed.
- Name and qualifications of the testing personnel.
- Date of testing and report preparation.
4. What is Level 3 non-destructive testing?
A. Level 3 in non-destructive testing refers to the highest level of qualification and expertise in the field.
A Level 3 NDT professional is responsible for making critical decisions, establishing NDT procedures, and providing technical support to Level 1 and Level 2 personnel.
They are often involved in the development and implementation of NDT programs within organizations.
5. What equipment is used for non-destructive testing?
A. Various types of equipment are used for non-destructive testing, depending on the specific method being employed.
Some common NDT Equipment/NDT Products includes:
- Ultrasonic Testing (UT): Ultrasonic flaw detectors and probes
- Radiographic Testing (RT): Industrial X-ray Machines or gamma-ray sources
- Magnetic Particle Testing (MT): Magnetic yokes and particles
- Liquid Penetrant Testing (PT): Penetrant chemicals and developer.
- Eddy Current Testing (ECT): Eddy current probes and instruments.
- Visual Testing (VT): Visual inspection tools like cameras, borescopes, and lights.
6. What is the full form of NDT?
A. NDT stands for "Non-Destructive Testing.
References
1. Zetec
2. ITU
3. IJRESM
4. Insight NDT








