
Table of Content
- Dye Penetrant Testing
- Principle of Dye Penetration Inspection Method
- Dye Penetration Inspection Procedure
- Materials Needed for the Dye Penetration Test Procedure
- Advantages of Dye Penetration Testing
- Disadvantages of Dye Penetration Inspection
- Applications of Dye Penetration Testing
- Key Takeaways
Dye penetration testing, also known as dye penetrant inspection (DPI) or liquid penetrant inspection (LPI), is a widely used non-destructive testing (NDT) method employed to detect surface-breaking defects in non-porous materials. This comprehensive guide will provide an overview of the process, its applications, advantages, limitations, and best practices.
What is Dye Penetrant Testing?

Dye Penetrant Inspection(DPI), also known as Penetrant Testing(PT) or Liquid Penetrant Inspection (LPI), is one of the oldest and simplest non-destructive methods that is widely used in many fields to expose defects such as fractures, cracks, incomplete fusion, defects in joints, grinding defects and porosity.
The dye penetration testing technique helps us in finding out abnormalities in cast iron, steel, brass, aluminum, copper, magnesium, satellite, carbides, ceramic, and even materials made of plastic. This states that the dye penetration test is favorable for ferrous as well as non-ferrous elements. Dye penetration inspection is cost-effective in nature when compared to other Non-destructive Techniques.
Principle of Dye Penetration Inspection Method
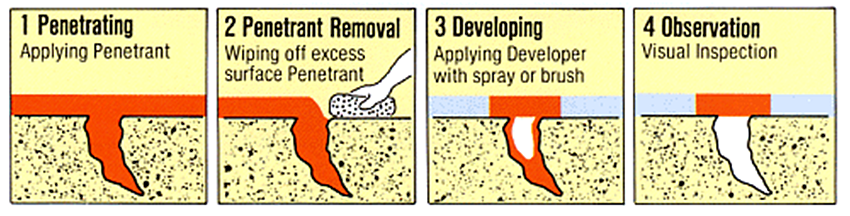
The Dye Penetration Test Procedure is based on the philosophy of capillary action, where a fluid having a low surface tension penetrates into a clean & dry surface to identify flaws only if the fluid is kept for a specific period which is known as "Dwell Time". In this process, a liquid (dye) penetrant is applied onto the surface of the material by spraying, brushing, or dipping the object into the penetrant. When the dwell time is over, the excess amount of the dye penetrants must be removed so that a developer can be applied in the next step. The developer plays a vital role here as it draws the penetrant out of the defect, which creates an unseen indication, but it can be seen by the inspector. The dye penetration test is executed under ultraviolet or white light as it depends on the type of dye used during the whole process, i.e., fluorescent, or non-fluorescent.
Dye Penetration Inspection Procedure
Dye Penetration Test or DPI, is a vital Non-destructive Testing method used to uncover surface defects in a wide range of materials. The Dye Penetration Test Procedure involves the application of a special NDT dye penetrant, which seeps into any surface irregularities. By revealing these flaws, Dye Penetrant Testing plays a crucial role in ensuring product quality and structural integrity across numerous industries. In the following paragraph, we'll explore the step-by-step dye penetration test procedure:
1. Surface Cleaning
The first step is to clean the surface of the material that is being evaluated so that all the dirt, oil, paint, grease, or any loose scale that would restrict the penetrant from doing its work or give out false indications are eliminated. The cleaning methods involve alkaline cleaning steps, vapor reading, media blasting, or solvents. You must take note here that if media blasting is used, it will work on small discontinuities, and an etching bath is necessary after the process is completed.
2. Application of the Penetrants
After the completion of the first step, the penetrant is applied to the surface of the material. The penetrant allows " dwell time" to soak into any defects, usually up to five to thirty minutes. However, it is evident that minor flaws need a long penetration time. Also, because of their incompatibility, you have to take care of the application of solvent-based penetrant in a dye pen test to a surface that has to be examined with washable water penetration.
3. Removal of Excess Penetration
Now, the excess entrant that has been present on the surface area of the material needs to be removed. Here, the removal method depends on the type of penetrants being used, such as solvent-removal, water-washable, lipophilic post-emulsifiable, or hydrophilic post-emulsifiable are some of the penetrants. If the excess penetrant is not removed and the developer is applied, then it can result in masking up the indications or flaws. Additionally, this may also result in generating unreliable indications, which possess an unfair impact on the entire Dye Penetration Test Procedure.
4. Application of the Developer
After the removal of the excess penetrant, a white developer base is applied to the surface of the element. There are numerous types of developers available such as dry powder, water-suspendable, water-soluble, and non-aqueous wet developers. The developer helps in drawing out the penetrant from the defects present on the surface to curate an indication that is clearly visible, which is commonly known as bleed-out. Any area of the material that bleeds out indicates the orientation, location, and possible types of flaws that exist on the surface. Also, analyzing the defects from the indications may require some experience and training in this field.
5. Inspection of the Material
The inspector will have to use visible light with adequate intensity (1100 lux or 100-foot candles are typical) to make the penetrant dye testing results visible. Ultraviolet radiation of sufficient intensity (1,000 microwatts per centimeter squared is common) accompanied by low ambient light levels (less than 2-foot candles) for the Fluorescent Penetrant Inspection procedure. The dye penetration inspection needs to get started after a 25–30-minute development time. Blotting action occurs during this time, then the inspector observes the indications as they appear on the surface due to the traits of the significant area of interpretation and characterization of defects.
6. Cleaning after the procedure is done
The surface of the material is cleaned after the dye penetrant testing is completed, and collecting the data on the flaws is done.

Materials Needed for the Dye Penetration Test Procedure

So, here penetrants can be classified into levels of sensitivity. Penetrants that are visible are generally red in color and have the lowest sensitivity. In contrast, Fluorescent Penetrant Inspection comprises two or more dyes that fluorescein when they are excited by ultraviolet radiation, which is also known as black light. Fluorescent penetrants are high in sensitivity as they are executed in darkness; the dyes emit a striking yellow-green color light that contradicts strongly against the dark atmosphere.
There are many factors that need to be considered while choosing a sensitivity level for dye pen testing, such as the surface of the material, the environment in which the test will be conducted, and the size of the flaw that must be inspected. This whole process is quite simple and affordable because it only requires some lint-free clothes, aerosol spray cans, and a perfect environment.
Advantages of Dye Penetration Testing
1. Highly Portable dye penetrant and easily available in aerosol spray cans.
2. Cost-effective as the materials and equipment that are correlated to the dye penetrant test is economical.
3. Examining complex shapes can be conducted effortlessly using the Dye Penetration Test Procedure.
4. Dye penetration testing can be performed swiftly and can cover large areas without any trouble.
5. This method is suitable for a wide variety of materials.
6. High sensitivity as this technique can detect even the most minor flaws skillfully.
7. A visual representation of the defect is obtained with the indications present on the surface of the material. This is a vital feature in the dye penetration test for welding.
Disadvantages of Dye Penetration Inspection
1. Proper chemical handling & disposal of the dye penetrant is needed.
2. This method is only limited to identifying flaws present on the surface.
3. The surface finish of the material can be responsible for affecting the sensitivity of the test.
4. Only non-porous surface elements are suitable for dye penetration testing.
5. Multiple steps are needed to be performed and controlled to reach the end goal.
6. Cleaning the material before starting the inspection process can hide some of the defects.
7. The examiner of the material must have direct access to the surface area that has to be inspected.
Stay ahead of the curve. Get in touch with OnestopNDT experts and get all your doubts, as well as queries regarding Dye Penetration Testing, cleared.
Applications of Dye Penetration Testing
Dye penetration testing is crucial for ensuring the quality and integrity of critical components and structures. It is utilised across a multitude of industries, each benefiting from its precision and effectiveness. Some common applications include the aerospace, automotive, manufacturing, and construction industries.
Aerospace:
In the aerospace sector, dye penetration testing plays a crucial role in ensuring the integrity of critical components like turbine blades, engine parts, and various structural elements. By meticulously inspecting these components, the method aids in maintaining the safety and reliability of aircraft.
Automotive:
Within automotive manufacturing, dye penetration testing is a vital tool for examining welds, castings, and forgings. By meticulously scrutinising these components, the technique contributes to the production of vehicles with enhanced structural integrity and safety standards.
Petrochemical:
In the petrochemical industry, the method is instrumental in detecting defects in pipelines, pressure vessels, and storage tanks. By identifying potential flaws, dye penetration testing facilitates the prevention of leaks and ensures the operational efficiency and safety of petrochemical infrastructure.
Manufacturing:
Across diverse manufacturing processes, including metalworking and fabrication, dye penetration testing serves as a cornerstone of quality control. By meticulously inspecting machined parts, welds, and castings, the technique helps maintain stringent quality standards and ensures the reliability of manufactured goods.
Key Takeaways
- Dye penetrant testing is a fundamental method for detecting surface defects.
- The principle of this method relies on capillary action during a specific dwell time, requiring materials varying in sensitivity and an inspection procedure.
- It is portable, cost-effective, suitable for complex shapes, swift, versatile, sensitive, and provides a visual representation of defects.
- Dye penetration testing is a valuable method for surface defect detection, offering efficiency and sensitivity, albeit with certain limitations that must be considered during application.








