
Table of Content
- Steps for Magnetic Particle Inspection
- Evolution of Magnetic Particle Testing
- Codes and Standards for Magnetic Particle Inspection
- Mechanics of Magnetic Particle Testing
- Core Components of MPI Equipment
- Advantages of Magnetic Particle Testing
- Disadvantages of Magnetic Particle Testing
- Types of Magnetic Particles Used For Defect Indication
- Principle Used in Magnetic Particle Testing
- Applications of Magnetic Particle Testing
- Tips to Follow During Magnetic Particle Testing
- Conclusion
Ambitious engineering goals have always motivated mankind, frequently fusing beauty and utility. As Henry Petroski astutely put it, "To engineer is human." Engineering, in many ways, resembles a puzzle, where solutions must be meticulously crafted and thoroughly analyzed to anticipate potential failures. This brings us to the fascinating realm of Non-destructive Testing, where scientific methodologies are employed to scrutinize the integrity of new or existing technologies, materials, and structures.
At the heart of this endeavor lies the principle of identifying potential causes of failure and ensuring a safe and reliable outcome through a magnetic particle testing guide. Magnetic Particle Testing (MPT), also known as Magnetic Particle Inspection (MPI), is a non-destructive method that uses a magnetic field to detect flaws in ferromagnetic materials. In the intricate landscape of manufacturing, various materials, be they brittle, rigid, or metallic, carry inherent defects and irregularities. Processes such as forging, casting, machining and heat treatment inevitably introduce stresses, cracks, and other imperfections. Over time, these anomalies can escalate, leading to structural failures that jeopardize functionality and pose risks to the environment.
Magnetic Particle Testing, or Magnetic Particle Examination (MT), is a very popular, low-cost method to perform nondestructive examination (NDE) of ferromagnetic materials. Magnetic Particle Testing (MPT) emerges as a potent solution to this challenge. By harnessing the properties of ferromagnetic materials, MPT detects flaws and vulnerabilities that would otherwise remain hidden. Magnetic Particle Inspection is an inspection method used to identify defects on the surface of ferromagnetic materials by running a magnetic current through it. Many different industries use Magnetic Particle Inspection, including structural steel, automotive, petrochemical, power generation, and aerospace industries.
Steps for Magnetic Particle Inspection
The six steps listed below are used to perform the magnetic particle inspection.
1. Surface Preparation: It is challenging to interpret the results of the magnetic particle inspection method because unusually rough or uneven surfaces may prevent the formation of magnetic particle clusters.
2. Inducing a Magnetic Field The magnetic particle inspection process's crucial step is this one. This step involves setting up the apparatus in the area to be tested and creating a magnetic field. There are many different kinds of magnetic particle Inspection Tools available. Permanent magnets, electromagnetic yokes, current flow probes, magnetic flow, flexible coils, threading bars, adjacent cables, etc. are examples of commonly used industrial equipment. The method of magnetization can be longitudinal, circular, or multidirectional. Equipment in the inspection area is typically spaced 3 to 8 inches apart. To ensure that the part has an appropriate amount of magnetization, use an ASME Pie Gauge or Burmag Castrol strip.
3. Application of Magnetic Particles to the Test Surface Both dry and wet magnetic particles are available in a variety of colors to contrast with the tested material, and they can be fluorescent or non-fluorescent (visible, color contrast). As a result, when the specimen is in a magnetized condition, select the necessary particles for the magnetic particle inspection and apply them to the surfaces.
4. Check for flaws on the component surface. Light airflow is used to remove the extra dust before you inspect the component for flaws in accordance with acceptable standards.
5. Repeat the test by changing the magnetic field. The lines of flux used for the second examination are parallel to those used for the first examination in that region.
6. Residual magnetism in the component could prevent it from being used later. Therefore, after the magnetic particle inspection is complete, the parts must always be demagnetized.
A calibrated Gaussmeter, Magnetic Field meter, or Hall Probe Gauss meter can be used to determine whether residual magnetism is present. There must be no more residual magnetism than (+/-) 2 gausses. The parts must then be cleaned to get rid of any magnetic particle residue. The part must be scanned with the backlight to ensure that the cleaning was sufficient if wet fluorescent MPI was used.
Evolution of Magnetic Particle Testing
The roots of magnetism's utility can be traced back to ancient times. The Greeks harnessed the attractive power of naturally magnetized lodestone, crafted from magnetite, to interact with iron. Fast forward to the 1800s, when magnetic particle testing found its early applications in warfare. Cannons, crucial tools of conflict, were magnetized, and compasses were passed over them to uncover defects.

As technology progressed, so did magnetic particle testing. Metal shavings evolved into ferromagnetic powder, which would accumulate at defect sites, revealing imperfections. This method gained traction across industries due to its adaptability and efficacy, becoming an indispensable tool that persists even today.

Codes and Standards for Magnetic Particle Inspection
For the majority of organizations, nondestructive examination governs the use of magnetic particle inspection techniques. However, as listed below, there are a number of other codes and standards that offer guidelines for magnetic particle test procedures. MPI Standards from the ISO (International Organisation for Standardisation).
1. Observing conditions for Non-destructive Testing using penetrant and magnetic particle methods, ISO 3059
2. Non-Destructive Testing - Magnetic Particle Testing, Part 1: General Principles, Part 2: Detection Media, and Part 3: Equipment, ISO 9934, Parts 1, 2, and 3
3. Non-destructive testing of steel tubes, ISO 10893-5, Ferromagnetic steel tubes that have been welded and without seams are subjected to magnetic particle inspection to look for surface flaws.
4. Magnetic particle testing for non-destructive testing of welds, ISO 17638 5. Acceptance levels for magnetic particle testing of welds during non-destructive testing of welds, ISO 23278
Mechanics of Magnetic Particle Testing
Effective magnetic particle testing hinges on the precise magnetization of the test surface, according to the magnetic particle testing guide.
Inadequate magnetization risks missing critical flaws, while excessive magnetization leads to irrelevant indications. Achieving the right balance ensures accurate readings and reliable results.
To achieve this, a variety of techniques can be employed, including:
- PIE Gauge
A flux-sharing magnetic field indicator verifies magnetization strength.
- Quantitative Quality Indicator Shims
These thin metal flux-sharing devices offer multi-directional flux data.
- Hall Effects Gauss Metre
Detects flux data by recording transverse electron emission in a magnetic field.
- Ketos Ring
Originally a performance testing tool, the Ketos ring has evolved into a vital accessory for magnetic particle testing.

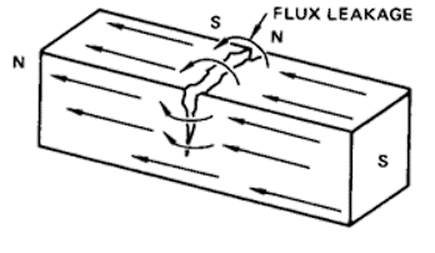
Magnetic field lines, a cornerstone of magnetization, possess unique characteristics that facilitate defect detection. These properties include closed loops, directional movement, and avoidance of intersections, among others.
By inducing magnetization and introducing finely powdered iron particles, zones of flux leakage emerge, highlighting flaws for easy identification.
Also Read, Liquid Penetrant Testing Vs Magnetic Particle Inspection: What’s The Difference?
Core Components of MPI Equipment
Here is the list of the core components of magnetic particle inspection, or MPI. They play a vital core in the entire process.
1. Magnetising Equipment
The first step in the MPI process involves creating a magnetic field within the test object. This is achieved using magnetizing equipment, which can generate either a longitudinal or a circular magnetic field.
The choice between these techniques depends on the nature of the material and the type of defect sought.
2. Magnetic Particles
Tiny iron particles are applied to the surface of the test object after magnetization. These particles are drawn to any areas where a Magnetic Flux leakage occurs, highlighting potential defects.
The particles can be dry or suspended in a liquid carrier, such as oil or water, depending on the testing requirements.
3. Yoke or Coil
A yoke or Electromagnetic coil is used to generate the magnetic field during the inspection. Yokes are portable and versatile, making them suitable for various testing scenarios, while electromagnetic coils offer precise control over the magnetic field strength and direction.
Also Read, How To Do Preventative Maintenance For Magnetic Particle Equipment
Advantages of Magnetic Particle Testing
Like every other effective Non-destructive Testing process, Magnetic Particle Testing has its merits, which are:
- Magnetic particle testing has withstood the test of time and advancements in technology because of its simplicity and accessibility.
- It also provides a visible representation of defects that are often absent in various testing techniques.
- Stress concentrations are caused by the presence of sub-surface and surface defects, and magnetic particle testing helps to find these flaws and gauge if the component or machine is safe to be loaded and in operation.
- This testing method provides the option of mobility as well as large-scale testing for mega-production units, making it available for use across various industries and purposes.
- Magnetic particle testing also does not limit the test size and can be used in various applications for components of various sizes.
- Aside from thorough cleansing for dirt and debris, Magnetic Particle Testing does not require prior preparation for test surfaces. It also allows for the detection of minuscule and larger deformities in the same test process with accuracy.
Also, Check Out Misunderstandings about Magnetic Particle Testing
Disadvantages of Magnetic Particle Testing
Despite being a widely utilized testing methodology, Magnetic Particle Testing has demerits, such as:
- The magnetic nature of the entire test process does pose certain disadvantages, as this testing method cannot be used for nonmagnetic materials.
- A supply of electricity is necessary for almost all Magnetic Particle Testing methods that cause electricity-related hazards. The magnetic field obtained, in turn, is hard to gauge for strength and needs experienced operators to ensure an appropriate amount of magnetization.
- Non-relevant indications, due to the presence of surface texture, insufficient or over-magnetization can produce misleading results. The porosity of the surfaces needs to be inspected prior to testing.
- The magnetic powders or solutions used can be hazardous, and ventilation, chemical safety, and fire prevention measures must be considered. The inspectors need to be directly near the testing process and, hence, will be subjecting themselves to multiple safety hazards that need to be kept in check.
- Thick paints and coatings pose another obstruction in the magnetic particle testing process and must be avoided.
Types of Magnetic Particles Used For Defect Indication
Magnetic particle inspection uses powders or liquids on the surface of the test materials, which respond to the material's magnetization and collect points of magnetic flux leakage. These materials need to possess low retentivity. The particles are often colored in various light dyes (red, black, grey, or yellow). They are found in sizes ranging between 50mm and 150mm and are not merely fine powdered to fill discontinuities thoroughly. The course 150 mm grain particles are not subject to environmental factors and can accurately hold onto the discontinuities. The length-diameter ratio of particles is around 1:2 and is of oblong or spherical form.
Wet slurry mixes of magnetic particles in liquid suspension usually have oil or water carriers, which make the fluid more mobile and accurate. The particles are either made of ferrous oxide, if visible, or coated with fluorescent pigments to ensure visibility. The oil-based liquids pose fire risks, and safety measures must be taken beforehand. The magnetic particles in these mixes are smaller (approximately 10mm) and retain slight magnetism post-testing. Water carriers may potentially cause corrosion of test surfaces. Hence thorough cleaning should be performed post-testing. Dual-use particles are also available in the market, which contain pigments visible under normal white light and glow under Ultraviolet light, making them versatile and convenient for testing.
Principle Used In Magnetic Particle Testing
Magnetic Particle Testing (MPT) or Magnetic Particle Inspection (MPI) is used to detect surface cracks or flaws in ferromagnetic (easily magnetized) materials, such as steel, nickel, cobalt, iron, and their alloys. Magnetic Particle Testing works on the basic principles of magnetization and leakage of Magnetic Flux due to the formation of defects on material surfaces, along with basic non-destructive techniques of visual detection of flaws. MPT can be considered as a combination of two nondestructive testing methods: magnetic flux leakage testing and visual testing. The per unit magnetic field that metal can hold versus air is much greater. Hence due to the presence of cracks, the magnetic field spreads out into the atmosphere and appears to leak due to the lower air density. These crack regions act as individual magnetic poles and attract the magnetic particles imposed like individual magnetic regions. Hence causing a build-up of particles in defect regions.
Industry standards are set for the Magnetic Particle Testing process to ensure conformity to principles, safety, and process consistency.
Those standards are as follows:
- ISO 3059- Viewing conditions
- ISO 9934- part I) Principles, part II) Detection media, part III) Equipment
- ISO 18093-5, ISO 17638, ISO 23278 [ For various test subject types]
- ASTM E1444/E1444M
- ASTM E709 [ Process guide]
- ASTM E229 [UV Light regulations]
- AMS 3041, AMS 3043, AMD, 3042, AMD 3044 [Regulation for particle types]
Read More, Basic Principles of Magnetic Particle Testing
Applications of Magnetic Particle Testing
The convenience provided by Magnetic Particle Testing, especially in detecting surface and sub-surface defects in ferromagnetic materials, makes it applicable to various industries for inspecting a variety of production machinery, process equipment, tools, casting, forging, and die casting materials. This testing process can be carried out in environment-controlled laboratories, with a stationary inspection unit within a manufacturing process, or can even be carried out with a portable instrument on a functioning subject. It can ensure conformity to a standard, safety of usage, adherence of produced components to intended design, and fitness of a structure for continued use.
MPT has been used extensively in aerospace applications. It has even been used by NASA for Saturn I, IB, V, Apollo, Skylab, Space Shuttle Solid Rocket Booster (SRB), Space Shuttle Main Engine (SSME), and other Marshal Space Flight Centre projects. Magnetic Particle Testing is also used in the automotive section in the inspection of engine parts, gears, crankshafts, suspensions, etc. It is also used in manufacturing to inspect casting, forgings, and weld quality. The petrochemical industry, power industry, and construction sector also use Magnetic Particle Testing. This process also has applications in the Defense sector, having an entire industry code set for its applications in Military usage. The codes are as follows:
- Military Standard Specification - 1949A Magnetic Particle Inspection
- Military Standard Specification - 1907 Military Standard Inspection Liquid Penetrant Testing and Magnetic Particle Inspection of materials, parts, and weldments
- Military Inspection Standard 83387- Magnetic Rubber Inspection Process.
This testing process has withstood time and advancements in technology. It is a good investment for any industry that requires monitoring of the status of the health of its machinery and/or the quality of its products.
Tips to Follow During Magnetic Particle Testing
Here are a few tips to consider during magnetic particle testing:
1. Before using magnetic particles, make sure the components being tested are dry and clean.
2. Magnetic particle baths should have their settling volume evaluated every time they are started up, swapped out, altered (particles or carriers added), and at least once every shift.
3. To verify proper equipment and material performance, it is advised to use a tool steel ring, QQI, or other known fault standards.
4. You can also demagnetize a part by energizing a yoke in AC mode, withdrawing it from the part while it's energized, and then re-energizing it.
To ensure consistency, safety, and adherence to principles, industry standards have been established for magnetic particle testing. ISO specifications address mag particle testing, viewing conditions, principles, detection media, and equipment, while ASTM standards address UV light regulations and particle types. These benchmarks uphold the integrity and effectiveness of the magnetic particle testing process.
Conclusion
- Surface and sub-surface defects come hand in hand with using metallic materials in any shape or form. Production of the material creates defects and deformities often invisible to the naked eye.
- These minute defects can also arise on the application of load or when in operation. These defects enlarge or even travel into the material if disregarded on constant load application, vibration, or heating generated during operation.
- Caution is necessary when using such tools, machinery, and structures as these invisible defects can cause spontaneous structural failure in the subject causing significant destruction.
- Magnetic Particle Inspection is one such process that saves millions of dollars that could have been potentially lost in revenue, damage, and faulty products and structures.
- Industries and manufacturers should invest in these testing units and apparatus to ensure long-term safety and steer clear of losses.
References
1. Mazzella Companies
2. NDE-ED
3. IndiaMart
4. Whatispiping








