
Table of Content
- Liquid Penetrant Testing Method
- LPT Applications
- Difference Between Liquid Penetrant Testing and Magnetic Particle Inspection
- Liquid Penetrant Testing Advantages
- Liquid Penetrant Testing Industry Standards
- Acceptance Criteria for Liquid Penetrant Testing
- Key Takeaways
Liquid Particle Inspection is used to detect welds and materials that show surface defects. The liquid impinges on the surface of a weld or material; the capillary action hence causes the liquid used to enter the minor cracks, pits (air gaps in welds), porosity, and similar defects.
New manufacturing techniques, like additive manufacturing, and the existence of older processes produce numerous defects due to the mere nature of the techniques and are formed even before defects are caused due to handling and post-production processes. To counter these, non-destructive techniques like liquid penetrant techniques are used.
What is the Liquid Penetrant Testing Method?

Liquid Penetrant Inspection is an NDT technique that can be used on metallic and non-metallic components. It’s used extensively to test weld quality and integrity due to the cost-effectiveness and simplicity of the testing process. Liquid Penetrant testing utilizes physical and chemical methods to enter surface defects in non-porous materials and help visually perceive the locations and types of deformities.
The testing liquid is a penetrant dye that enters any discontinuities in the surface and can be identified by the naked eye or under specific lighting (white light of specific luminosity or black light).
The Liquid Penetrant test is a multi-step procedure that is carried out as follows:
- It should be ensured that the surface is entirely free of dust, dirt, debris, and grease, which can coat the material's surface and shield the discontinuities, making the test inaccurate. It could also contaminate the liquid penetrant and affect its fluorescence properties if fluorescent. Pickle liquor or etchants are used to clear the adulterants on the surface of the material in some situations.
- The liquid dye is then spread on the metal surface. A waiting period, called the dwell time, is hence carried out to ensure the dye infiltrates areas of defects.
- Excess dye should be rinsed with caution (sometimes with an emulsifier), guaranteeing that none of the dye within the defects is removed.
- A developer is utilized post-removal of excess penetrant, which draws out the dye trapped within the defects to the surface. This developer provides contrast to the dye; in the case of fluorescent dyes, it boosts the fluorescence to improve the visibility of defects.
- The test subject is inspected for any surface defects under the intended lighting setup for the dye used. An experienced operator can then detect the suitability of the component or structure for continued use.
- Post-cleansing of the surface is then carried out, often with measures taken to prevent corrosion and ensure that the test subject is safe to use.
Cleansing of the surface and ensuring no contamination is essential, and the surface should be observed prior to testing to check for any manufacturing-related issues that may obstruct the liquid penetrant from thorough performance.
Penetrant Materials Types
Penetrant materials are classified into three types, such as:
- Fluorescent penetrant dye
- Contrast dye (usually red in color)
- Dual-function dye (both visible and fluorescent)
The dye removal method is also classified into the following types:
- Water washable method
- Lipophilic method
- Hydrophilic method
- Solvent removal method
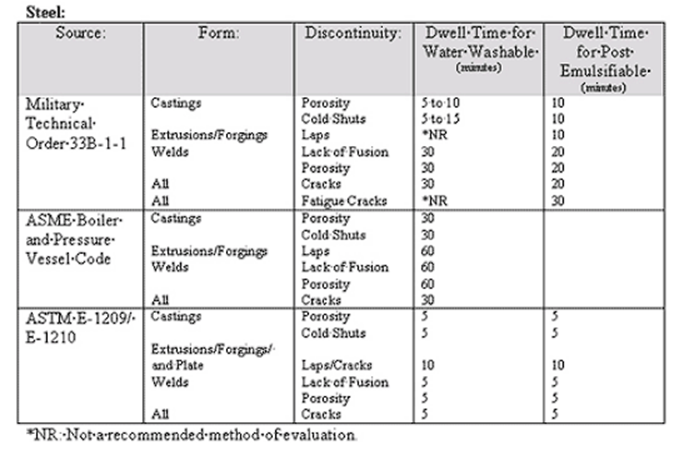
The dwell time is often gauged by testing experience. Following are the dwell times for steel parts (based on standard specifications):
The usage of developers was derived from an age-old liquid penetrant inspection technique called Oil and Whitting. The Oil and Whitting processes involved the immersion of the test subject in oil and then coating it with chalk (whiting) that stuck to the oil at points of discontinuity. Developers have come a long way since then. The developer used to draw out the penetrant dye is now available in a variety of forms, mainly:
- Powder form (dry in nature)
- Water soluble
- Suspendable in water
- Non-aqueous or solvent form, used for fluorescent penetrant dye.
- Non-aqueous form used for color contrast dye.
The penetrant liquid is cleansed following the inspection processes. These are available in a halogenated, non-halogenated, and case-specific solvent remover variety.
LPT Applications
LPT, also called Dye Penetrant Testing (DPT), can be used for various applications and in diverse industries, such as :
- Liquid particle inspection can be used to carry out leak testing of components.
- It can be used in primary metal production in foundries, in the testing of Ferrous metals, and testing in Light Alloy foundries.
- Liquid Penetrant Inspection has electric power applications and can be used in electric and Nuclear power plants to indicate discontinuities in nuclear reactor piping.
- Liquid Penetrant Inspection has applications in the aerospace industries as well, being used in aircraft fleet maintenance and to test radioisotope heat sources for deep space missions.
- Apart from these, Liquid Penetrant Testing procedures are also used in testing metal cutting tools, the marine industry, automotive parts, and plastic materials.
Difference Between Liquid Penetrant Testing and Magnetic Particle Inspection
Liquid Penetrant Testing and Magnetic Particle Testing both involve the application of a material on the surface of a material meant to infiltrate discontinuities and defects, followed by an indication process. However, there are multiple stark differences between the above NDT techniques, such as:
1. Magnetic Particle Inspection also involves liquids as the indicating material in certain situations, yet the principal difference is that the magnetic particles carried by the liquid are the indicator, whereas in Liquid Particle Inspection, the liquid itself is the indicator.
2. Magnetic Particle Inspection can only be performed on ferromagnetic materials, whereas Liquid Particle Inspection can be carried out on a variety of materials like plastics, metals, and non-metals.
3. Magnetic Particle Inspection and Liquid Particle Inspection both involve the use of chemicals. However, Magnetic Particle Inspection requires magnetization of the test surface, which adds more hazards to the test process.
Read More: Liquid Penetrant Testing Vs Magnetic Particle Inspection
Liquid Penetrant Testing Advantages
Liquid Penetrant Testing has lasted through the times because of its various merits, some of which are:
- Liquid penetrant inspection is easy to carry out even on test subjects with complex geometries.
- It can be used to inspect the larger surface area and is hence time efficient.
- Metallic, non-metallic, conductive, and otherwise materials are all eligible for this process.
- LPT is a sensitive procedure and can be used to detect minuscule defects as well.
- It provides a visible depiction of the discontinuities on the surface.
- The visible detections also provide information on the dimensions of the defects. (Based on the operator’s knowledge and experience)
- Modern variants of this inspection method have portable options as well (aerosol cans).
Liquid Penetrant Testing Industry Standards
As with every NDT process, liquid penetrant inspection has industry standards that need to be diligently followed to maintain consistency and ensure safety; they are:
- American Society of Mechanical Engineers, Section V, Article 6- Liquid Penetrant Examination
- American Society of Mechanical Engineers, Section V, Article 24-Standard Test Method for LPI
- American Society of Testing and Materials, E 165 – Standard Practices for LPI (General Industry)
- American Society of Testing and Materials, E 1417- Standard Practise for LPI
- European Standards, 1371-1 and 2 – Liquid Penetrant Inspection
- European Standards, 10228-2, NDT of steel forgings, Penetrant testing
- European Standards,10246-11, NDT of steel tubes- Liquid Penetrant Testing of steel tubes for the detection of surface imperfections.\
- ISO 3452-1, 2, 3, 4, 5, & 6 - Penetrant testing.
- ISO 3059- Penetrant testing- Viewing conditions.
- ISO 12706- Non-destructive testing – Penetrant testing – Vocabulary
- ISO 23277- Non-destructive testing of welds – Penetrant testing of welds – Acceptance levels
Acceptance Criteria for Liquid Penetrant Testing
Acceptance Criteria for Liquid Penetrant Testing refer to the types of discontinuities that can be potentially found in the testing process and the extent to which they are permitted. The nature of the test subject affects the Liquid Penetration testing procedure, as well as the criteria for the test. In the case of pressured vessels, welds, process piping, etc as test subjects, the American Society of Mechanical Engineers code, section VIII, Division 1, appendix 8 is referred to.
For casting used in rotating mechanisms and pressure vessels, ASME code, section VIII, Division1, appendix 7 is used as a reference. In the case of steel structures, the codes in the American Welding Society, D1.1-Structural welding, steel should be used. These standards provide detailed criteria for subject design, assembly, inspection, certification, and testing. According to the ASME standards, the surfaces should be devoid of the following:
- Relevant linear indications, wherein linear indications refer to any indication whose length exceeds three times its width.
- Relevant rounded indications greater than 5mm. Here the indication is circular or elliptical in nature, with its length equal to or less than three times its width.
- Four or more relevant rounded indications separated by 1.5 mm.
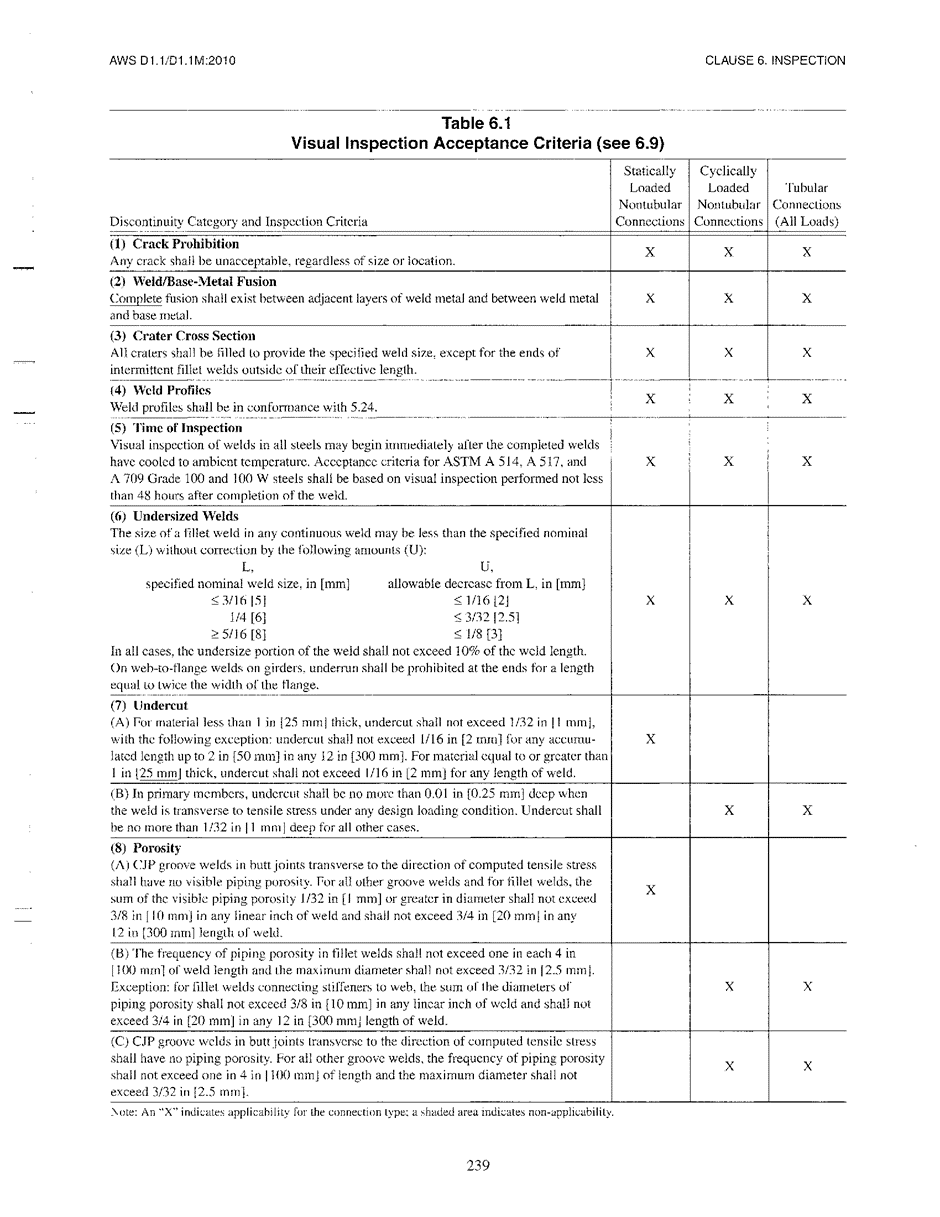
As per the criteria in Appendix 8, page 417 of ASME code Section VIII, Division 1 (2017 edition), indications with major dimensions greater than 1.5mm are considered relevant indications. It should be noted that the temperature of the liquid dye and the test subject need to be considered as well. Temperatures ranging between 27°C to 49°C are considered optimal for testing. Penetrant materials that meet the specifications under AMS 2644 are preferred. The AWS D1.1 criteria for visual inspection of Liquid Penetrants Inspection is as follows:
Read More, Acceptance Criteria for Liquid Penetrant Testing
Key Takeaways
- Liquid Penetrant Testing has not only helped in preventing catastrophe but furthered the life of structures, and the functionality of machines and technology far beyond the scope of what was previously thought possible.
- The industry standard allows liquid penetration to provide accurate detection of defects and deformities.
- Liquid Penetrant Test is an excellent Quality Control tool and helps organizations keep up with safety and industry standards.
Reference
1. NationalBoard








