
Table of Content
- Six Stages of Liquid Penetrant Testing
- Liquid Penetrant Testing Procedure
- Principles Of Liquid Penetrant Testing
- Liquid Penetrant Testing Application
- Conclusion
Liquid Penetrant Testing, also known as Dye Penetrant Testing is a Non-destructive Testing technique that makes use of capillary forces to uncover the cracks or pores present on the surface of the material. It can inspect surface-breaking drawbacks like cracks, laps, porosity cracks, quench cracks, fatigue cracks, grinding cracks, overload cracks, and impact fractures. Liquid Penetrant Testing is one step ahead of Visual Inspection and it has so many advantages, such as speed, large-area coverage and it's a low-cost method.

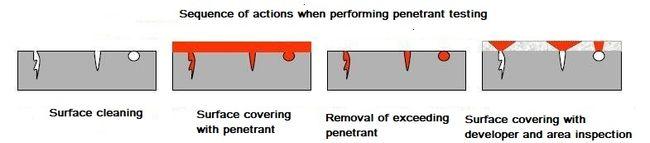
Six Stages of Liquid Penetrant Testing
- Cleaning of the surface
- Application of a penetrant liquid on the surface of the material
- After this, the excess penetrant is removed
- The developer is applied on the surface
- Examination of the test surface
- Cleaning is done after the inspection is completed
Liquid Penetrant Testing Procedure
- Water-soluble
- Post-emulsifiable with water rinsing
- Removal of solvent, the disparity is the NDT Technique utilized to eliminate the additional penetrant
In all of these three categories, the penetrant solution includes a dye to create the indication noticeable under white light, or a Fluorescent substance that fluoresces under acceptable Ultraviolet (UV-A) light.

The choice of technique for any specific application is based on:
- The surface finish of the sample material.
- The compatibility of the substances with the sample.
- The requirement of sensitivity.
- The shape, size, and accessibility of the region are to be examined.
- The utmost utilization of the component.
Fluorescent Penetrants are normally utilized when the maximum sensitivity is expected.
Also Read: Dye Penetration Test Procedure
Principles of Liquid Penetrant Testing
The Liquid Penetrant Testing principle is that the liquid penetrant is brought out into the surface-breaking crack by capillary effort and then the additional penetrant present on the surface is eliminated.

A developer is applied to the surface of the material, to draw out the penetrant into the crack that will generate an indication.
The indications generated are much wider than the real defect and are thus more easily noticeable.
The Liquid Penetrant Testing Principle can be applied to any non-porous clear substance, metallic or non-metallic, but is problematic for dirty or very rough surfaces.
Cleaning of the surface is an essential aspect of the Penetrant Testing Method.
The NDT Technique can be physical, semi-automatic, or completely automated.
Penetrant Examination, continuous-operation production lines in which the samples are cleared, dipped, rinsed, dried, etc. on a time cycle are ordinary.
Liquid Penetrant Testing Application
1. Welding
This test is used to inspect the crack that can take place at the time of the solidification process of deposited weld metal, and it may occur in weld metal or in weld heat-affected regions.
The Lack of Fusion in Welds on the surface can also be detected by this particular test.
The surface porosity is a very general defect present on the surface of the material which can be identified visually & more precisely through a Dye Penetration Test.
The Acceptance Criteria for the Liquid Penetrant Examination for welding have been talked about in the ASME Code Section VIII Div 1 Mandatory Appendix 8.
This specific section encompasses the criteria for both Pressure Vessels and rotating equipment like pumps and compressors.
Always consider the API codes such as API 610 and API 617, and do not deal with the acceptance criteria for Penetrant test directly and generally are referred to ASME Section V.

2. Casting
The casting surface porosity, hot tear, cold shout, or surface shrinkage, can be identified by Liquid Penetrant Testing. The acceptance criteria have been mentioned in ASME Section VIII Div 1. Mandatory Appendix 7.
This acceptance criterion includes both fixed NDT Equipment, for example, heat exchangers, rotating equipment such as compressors & pumps, pressure vessels, etc.
The ASME Section VIII is a Pressure Vessel code, but API codes such as API 610 (for Pumps) or API 617 direct the users to the ASME code for acceptance criteria.

3. Forging
The forging surface helps in detecting bursts and laps, these two can easily be spotted by conducting a Liquid Penetrant Testing.
4. Plate
This examination is utilized to identify lamination. This is a normal flaw that occurs in plate material. This can be inspected only if the lamination is open to the surface area.
Conclusion
I hope that this blog was an immensely helpful article for you. Want to explore more about Liquid Penetrant Testing? Then read our articles that cover everything related to Non-destructive Testing.
References
1. TWI Global
2. Paul Mueller Company
3. Fractory
4. Wikipedia








