
Table Of Content
- History of Ultrasonic Testing
- What is Ultrasonic Testing?
- Ultrasonic Testing to Detect Discontinuities within a Weld
- Ultrasonic Testing Underwater
- Underwater Ultrasonic Testing Methods & Techniques
- Applications of Ultrasonic Testing in Water and Wastewater Treatment
- Personnel & Training
- Key Takeaways
History of Ultrasonic Testing
Ultrasonic Testing (UT) and ultrasonic inspection have been integral in underwater industrial settings since the late 1940s and 1950s, coinciding with the early installations in offshore locations.
Up until 1953, no specific regulations or mandatory inspection requirements for structures existed, except when owners or operators chose to create their guidelines.
It wasn't until 1970 that the Occupational Safety and Health Administration (OSHA) gained the authority to enforce ultrasonic testing and inspection in US waters.
However, this didn't lead to significant changes in the application of ultrasonic Non-destructive Testing (NDT).
Operators continue to hold the primary responsibility for ultrasonic testing and inspection and play a crucial role in setting ultrasonic testing standards, although their approaches are not always uniform.
In this blog post, we will explore two main aspects: the use of ultrasonic testing and ultrasonic inspection for examining underwater structures, and the recommendations for establishing a minimum training or certification standard for conducting ultrasonic NDT in underwater environments.
What is Ultrasonic Testing?
Ultrasonic Testing, often referred to as NDT (non-destructive testing) ultrasonic examination, is a vital testing technique.
It employs high-frequency sound waves to scrutinize the integrity of materials and structures without causing any harm.
This meticulous method plays a critical role in ensuring the quality and safety of components used in various industries.
The process of ultrasonic testing involves a Transducer that emits ultrasonic waves into the material under inspection.
These waves traverse through the material, and when they encounter irregularities, like cracks or voids, they bounce back to the transducer.
By precisely measuring the time taken for these echoes to return and their amplitude, technicians can determine the size, shape, and location of any defects.
Ultrasonic testing is widely utilized in sectors such as Aerospace, manufacturing, and construction for its high reliability.
It delivers essential data for assessing the structural integrity of components, thereby preventing catastrophic failures and guaranteeing the safety of critical structures.
Ultrasonic testing, or NDT ultrasonic testing, is an indispensable Non-destructive Testing Method that ensures the safety and quality of engineering materials and structures.
It involves a detailed examination using ultrasonic waves, making it an indispensable tool in the field of engineering.
Ultrasonic Testing to Detect Discontinuities within a Weld
- Pulse-Echo Technique:
Sends ultrasonic pulses into the weld and measures the time for echoes to detect weld defects.
- Phased Array Ultrasonics:
Uses an array of Transducers to create detailed weld images by controlling beam angles electronically.
- Time-of-Flight Diffraction (TOFD):
Determines weld defects by analyzing the time it takes for ultrasonic waves to diffract.
- Shear Wave Ultrasonics:
Inspects thicker materials with waves moving parallel to the weld, effective for various flaws.
- Angle Beam Testing:
Inspects welds at specific angles to detect flaws like cracks and fusion issues more efficiently.
Ultrasonic Testing Underwater
Underwater Ultrasonic Testing Methods, which are a crucial component of ultrasonic NDT (non-destructive testing), serve the same fundamental purposes as their topside counterparts.
Their objectives encompass detecting, locating, identifying, and accurately sizing discontinuities, alongside assessing material thickness, including materials like steel, concrete, and wood.
The equipment utilized underwater closely resembles topside ultrasonic equipment, with some adaptations for underwater application, thereby enabling ultrasonic examination in challenging environments.
Whether it's modified equipment or purpose-built solutions for ultrasonic NDT testing work, two primary styles are prevalent: self-contained units and those that are connected or "wired" to transmit data and information to the surface.
These adaptations are essential for ensuring effective ultrasonic testing and examination.
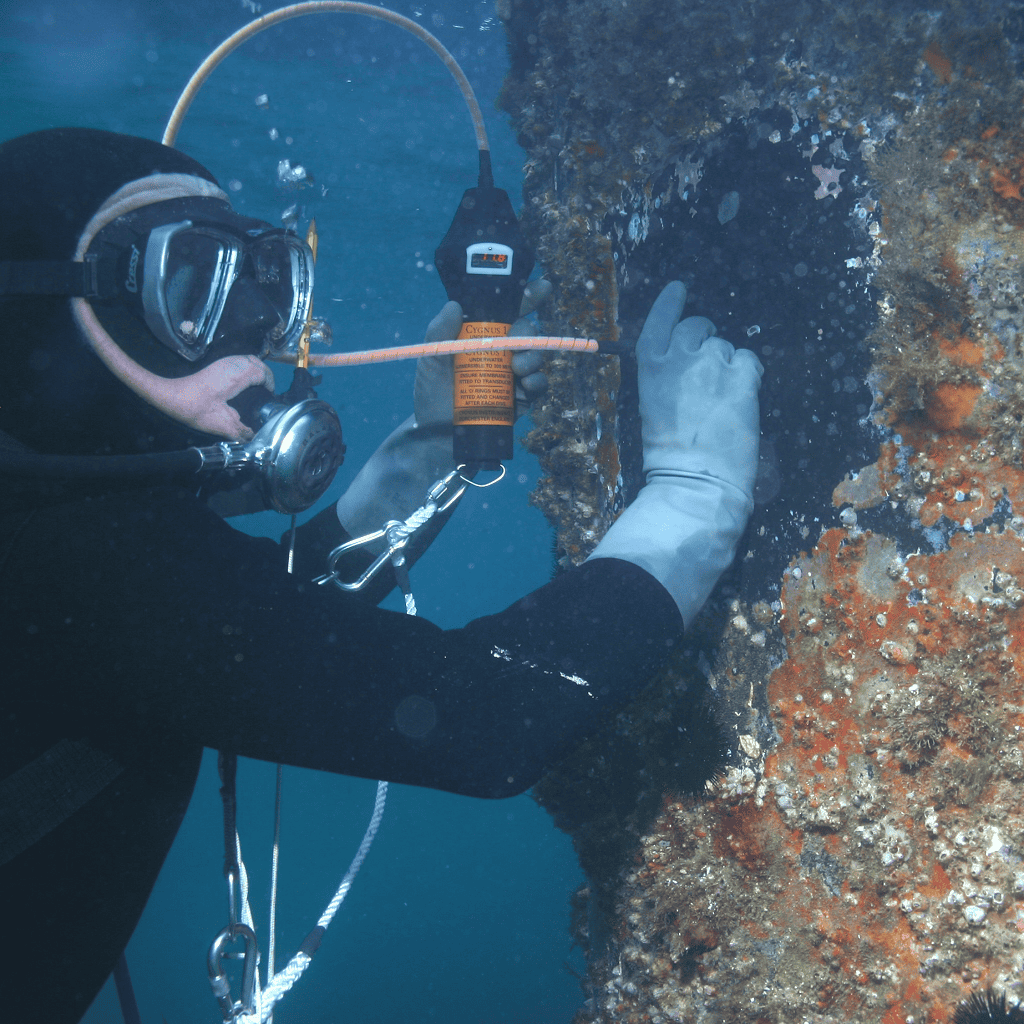
In the early stages of using ultrasonic NDT underwater, divers employed a Transducer connected to an extended cable that reached a topside UT scope, thereby facilitating ultrasonic testing work.
The diver would position the transducer at the point of interest, and a remote topside technician controlled the UT instrument, taking readings.
However, modern equipment has been specifically engineered and constructed to meet the unique demands of underwater ultrasonic testing NDT, making ultrasonic examination more efficient and reliable.
Whether self-contained or relayed topside, equipment is more robust and able to reach deeper depths.
Underwater video monitors help the diver to see and interpret a live feed of data, as well as support the inspector in the “zero-vis” (no visibility) conditions they often work in.
These systems have also been designed and adapted for installation on remotely operated vehicles (ROVs) which deploy the system to the area of interest.
In some cases, we even deploy both a diver and an ROV to complete certain inspection types.
Underwater Ultrasonic Testing Methods & Techniques

Ultrasound boasts a wide array of applications in underwater environments, consistently evolving to encompass new uses that leverage its unique capabilities.
As technologies advance, they introduce novel materials to the market, driving the need for the development of fresh inspection methods and equipment capabilities to evaluate these materials.
In this discussion, we will delve into the presently viable options, including Non-destructive Testing (NDT) ultrasonic testing, which has become integral in various fields.
- Ultrasonic Thickness Testing (UTT)
Ultrasonic thickness testing, an essential NDT Technique, finds its origins in industrial settings, aiming to obtain basic thickness measurements for steel structures.
Over time, its utility has expanded to inspect thickness across a range of materials capable of transmitting mechanical waves, with steel, concrete, and wood being the primary candidates.
The knowledge of remaining wall thickness is critical for both structural integrity and pressure burst calculations.
UTT traditionally relies on manual techniques, where operators, much like their topside counterparts, play a central role in NDT Testing inspection.
Divers manually maneuver the probe over the area of interest to acquire thickness readings, while remotely operated vehicles (ROVs) position the transducer against the surface.
UTT can also be integrated into a semi-automated NDT test process known as Automated Ultrasonic Testing (AUT).
In this approach, the probe is affixed to a manipulator arm within a robotic system capable of scanning a part within predefined parameters.
This method offers a faster and more reliable means of data collection, including the ability to create a top-down C-scan view for detecting, sizing, and visualizing corrosion or midwall discontinuities.
These AUT systems are adaptable for both diver and ROV deployment and have found application in the inspection of structures, underwater pipelines, vessels (such as ship or barge hulls), as well as the walls and floors of tanks, among other uses.
- Ultrasonic Angle Beam (UTSW, PAUT)
Angle beam inspections employing transverse (shear waves), crucial in NDT techniques, are employed underwater for the same reasons they are used topside, facilitating full volumetric inspection of welds, crack detection, and the sizing of discontinuities.
Both single-element shear wave techniques and multi-element phased array systems have been adapted for underwater usage, supporting NDT testing work.
- Time of Flight Diffraction (TOFD)
When used appropriately, TOFD proves to be a powerful tool, even for underwater assets.
It exhibits exceptional sensitivity in sizing midwall discontinuities and measuring precise depths.
TOFD has been deployed to ascertain remaining wall thicknesses in welds, particularly in cases of preferential girth weld corrosion/erosion.
It offers more reliable thickness readings in welds compared to angle beam techniques, which require a perpendicular reflector to work around weld reinforcements, making it an invaluable NDT technique.
- Guided Wave (Bulk Wave or Long-Range UT)
Guided wave UT systems have also been adapted for underwater use, where the Transducers are set into a ring that matches the outside diameter (OD) of a pipe, and a torsional wave is sent out through the pipe wall to detect issues such as corrosion or cracking.
- Acoustic Emission (AE)
AE has grown in popularity over the years as its usage case has seen positive results in not only detecting discontinuities as they propagate but also because AE can remotely locate where issues are happening.
AE was first used on offshore structures as early as 1975, only a decade after the technique was first developed.
AE utilizes multiple piezoelectric transducers, coupled to the structure at multiple locations.
All the received signals are sent back to a computer system that can amplify, condition, and process the signals for interpretation by a technician or scientist.
AE senses and records elastic waves that are generated during the rapid release of energy from a localized source within a material.
For example, AE is sensitive enough to not only “hear” cracks when they propagate but can also detect active corrosion as it is happening.
Positioning of and locating these discontinuities occurs from triangulation or time of arrival of the elastic waves to each of the transducers.
AE monitoring can be either continuous or intermittent. Transducers can be installed in a semi-permanent manner and left to continuously monitor a system or be retrieved and moved to another location.
The upside to AE is that once the system is installed, it can monitor the asset for years, and then direct the scheduled Level III close visual inspection to areas of interest.
Emphasizing the pivotal role of ultrasonic inspection within underwater applications is of utmost importance, as it constitutes an indispensable facet of ultrasonic Non-destructive Testing (NDT).
While it is widely acknowledged that sonar operates based on principles rooted in ultrasound and ultrasonics, it is noteworthy that sonar technology has been expertly adapted for its application in industrial underwater inspection.
Echoscopes and multibeam sonar imaging systems are progressively gaining prominence within the industry for their adeptness in "visualizing" underwater environments, especially in scenarios where visibility is restricted or non-existent.
The evolution of these systems has enabled real-time data acquisition, significantly enhancing their efficacy in ultrasonic testing.
For instance, consider a scenario where a diver or remotely operated vehicle (ROV) is tasked with inspecting a specific joint or node in an environment characterized by minimal visibility.
In such instances, 3D sonar imaging emerges as an invaluable asset, enabling precise localization and validation of data accuracy during ultrasonic testing.
Furthermore, 3D sonar can generate intricate models from the acquired data, providing precise distance measurements between features, supporting point plotting, and seamlessly integrating with real-time kinematic global positioning systems (RTK-GPS) to achieve geospatial precision in ultrasonic inspection.
This proves exceptionally advantageous in activities such as determining scour profiles around seafloor structures to ensure their structural integrity, assessing the stability of structures or pipelines, and effectively identifying underwater features through Ultrasonic Testing NDT.
The utility of acoustic imaging extends beyond ultrasonic inspection to encompass topographical geographic imaging systems, serving the needs of large-scale mapping, as well as facilitating highly sensitive localized inspections, including the meticulous mapping of corrosion on the surface of pipes using ultrasonic test techniques.
Notably, modern acoustic imaging techniques exhibit the capability to measure even the most minute details, such as numbers, letters, and intricate features, including those found on a penny depicting Lincoln's visage.
With such a vast array of applications, the continuously evolving landscape of these technologies holds the promise of delivering increasingly remarkable achievements in the years to come, particularly within the realm of NDT ultrasonic testing and ultrasonic inspection.
Applications of Ultrasonic Testing in Water and Wastewater Treatment

- Ultrasonic Disinfection:
Ultrasonic examination effectively disinfects water and wastewater by disrupting microorganisms' cell walls, ensuring safe drinking water.
- Filtration Enhancement:
Ultrasonic Testing work improves filtration efficiency, reducing fouling and removing contaminants from water.
- Ultrasonic Dissolution of Gases:
Ultrasonic NDT assists in dissolving gases like oxygen and ozone, vital for aeration and wastewater treatment.
- Sonochemical Reactions:
Ultrasonic inspection induces chemical reactions for advanced oxidation, breaking down pollutants in wastewater.
- Ultrasonic Sludge Disintegration:
Ultrasonic NDT reduces sludge volume by disintegrating organic solids, aiding in disposal.
- Monitoring and Analysis:
Ultrasonic testing inspection detects real-time changes in water quality, identifying contaminants.
- Desalination:
Ultrasonic testing enhances salt and impurity removal in desalination for freshwater production.
- Water Remediation:
Ultrasonic NDT removes heavy metals from industrial wastewater, improving water quality.
- Biological Treatment:
Ultrasonic examination boosts biological treatment by promoting microorganism growth.
- Dewatering:
Ultrasonic testing inspection aids in water removal from sludge or wastewater, reducing volume for easier handling.
Personnel & Training
The question of whether the inspector/diver or ROV operator should hold NDT Qualifications and Certifications for conducting inspections and interpreting data is a matter of considerable importance in the realm of non-destructive testing (NDT).
Presently, there are no established guidelines or recommendations from organizations like ASNT or BINDT/PCN specifically addressing training and certification for underwater NDT inspection personnel.
However, some companies have initiated in-house training programs to address this need.
The sole organization currently providing training and certification in this domain is the Certification Scheme for Weldment Inspection Personnel (CSWIP), a certification scheme highly relevant to NDT.
Their certification schemes encompass underwater training for Diver Inspectors (3.1u, 3.2u), ROV Inspectors (3.3u), and Underwater Inspection Controllers (3.4u).
While this represents a significant step forward, it's important to note that these training courses primarily focus on the practical application of traditional NDT Methods, including visual/tactile inspection, Ultrasonic Thickness measurement, magnetic particle testing, video/still photography, and cathodic potential readings, constituting critical NDT techniques.
A positive change is underway, with a growing number of companies now mandating that their personnel acquire these certifications to carry out inspections on their assets.
This trend is expected to gain momentum, creating a heightened demand for underwater inspection personnel equipped with advanced training in NDT techniques and internationally recognized professional NDT Certifications.
As the industry evolves, the necessity for qualified and certified personnel with expertise in underwater NDT techniques will continue to expand, ensuring the effective application of NDT tests in the field of non-destructive testing.
Key Takeaways
- Ultrasonic Testing is a precise and non-destructive technique used to uncover internal flaws in materials and structures, crucial for ensuring safety and integrity.
- Adhering to established procedures in ultrasonic testing, a fundamental part of non-destructive testing (NDT), is essential for accurate and reliable results, making it a cornerstone of quality assurance in various industries.
References
1. ASNT








