
Table of Content
- What is a Pressure Vessel?
- Types of Pressure Vessels Based on Their Purpose
- Importance of Pressure Vessel Inspection
- NDT in Pressure Vessel Inspection
- About ASME BPVC Section VIII
- Significance of NDT in Pressure Vessel Inspection
- Integral Part of Inspection Programmes
- Standard for Construction of Pressure Vessel
- Inspection During Installation of Pressure Vessel
- Common NDT Techniques for Pressure Vessel Inspection
- Inspection Procedure
- Key Takeaways
Pressure vessel inspection is integral to modern industrial processes, enabling the storing and transporting of substances under high pressure. Their diverse applications and critical role in various industries underscore the need for proper design, fabrication, and maintenance. By adhering to safety standards and embracing technological innovations, we can ensure the continued safe and efficient utilization of pressure vessels.
Regular inspection and maintenance are crucial to identifying and addressing potential issues before they lead to failure. This practice extends the lifespan of pressure vessels and ensures their reliable performance.
What is a Pressure Vessel?
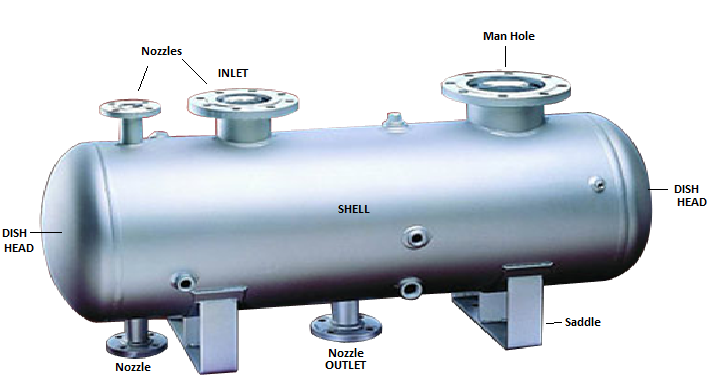
A Pressure Vessel is a closed container that holds liquids or gasses at a pressure greater than the atmospheric pressure. It is a container for the containment of pressure, either external or internal. This pressure may be obtained from an external source or by the application of heat. Heat applied is either by a direct or indirect source, or any combination there.
Types of Pressure Vessels Based on Their Purpose
Pressure vessels can be categorised based on their purpose into various types, such as storage vessels, process vessels, and heat exchangers. Storage vessels are designed to hold fluids or gases at a specific pressure, while process vessels are used for chemical reactions or mixing processes. Heat exchangers, on the other hand, are designed to transfer heat between two fluids. Each type of pressure vessel has its own unique design and operating requirements to ensure safety and efficiency in industrial processes.
1. Storage Vessels: Storage vessels are designed to hold gases or liquids for extended periods. Examples include propane tanks and storage tanks for various industrial fluids.
2. Process Vessels: Process vessels are utilized in chemical reactions and manufacturing processes. They facilitate heat exchange, mixing, and reaction initiation under controlled conditions.
3. Heat Exchangers: Heat exchangers play a crucial role in transferring heat between two or more fluids. They are widely used in industries where temperature regulation is vital.
Importance of Pressure Vessel Inspection in Ensuring Safety and Compliance
Pressure vessels are an integral part of various industries, playing a pivotal role in processes that involve containing liquids, gases, and vapors under high pressure. These vessels are used in various applications, from energy production to chemical manufacturing. However, ensuring the safety and integrity of pressure vessels is of paramount importance due to the potential risks associated with accidents, leaks, and catastrophic failures.
1. Role of Pressure Vessels
Pressure Vessels are designed to withstand immense pressure and temperature variations, making them capable of handling volatile substances. They are used in processes such as power generation, oil refining, petrochemical production, and more. Without proper maintenance and regular inspection, these vessels can develop weaknesses over time, leading to hazardous situations.
2. Preventing Accidents and Catastrophic Failures
Regular pressure vessel inspection is vital to identify any signs of corrosion, material fatigue, or structural weaknesses that might compromise their integrity. Such issues can lead to accidents, leaks, and even catastrophic failures, endangering human lives, causing environmental damage, and disrupting operations. By detecting these problems early through in-service inspections, companies can take timely corrective measures, preventing potential disasters.
3. Legal and Regulatory Requirements
Governments and regulatory bodies recognize the risks associated with pressure vessels and have established strict legal and regulatory frameworks to ensure their safe operation. These regulations outline requirements for design, fabrication, installation, and ongoing maintenance, including periodic inspections. Adhering to these regulations mitigates risks and ensures compliance with safety standards.
4. Ensuring Compliance with Safety Standards
Pressure vessel inspection helps companies meet legal obligations while fostering a culture of safety. Inspections typically involve NDT techniques such as ultrasonic testing, radiographic testing, and Visual Inspections. These methods help identify internal and external defects that might compromise the vessel's integrity.
NDT in Pressure Vessel Inspection
Pressure Vessels are critical components used in various industries to store and transport materials under high pressure. Ensuring the safety and reliability of these vessels is paramount, as any defects or weaknesses could lead to catastrophic failures. Non-destructive Testing methods play a crucial role in inspecting pressure vessels without causing harm, allowing for thorough assessments of their integrity.
Non-Destructive Testing refers to techniques used to examine materials and components without causing any permanent alteration or damage. These methods are designed to identify defects, irregularities, or weaknesses that might compromise the functionality or safety of the inspected vessel. These methods are employed to assess the vessel's condition without the need for disassembly or destructive testing, according to American Society of Mechanical Engineers (ASME) standards.
About ASME BPVC Section VIII
American Society of Mechanical Engineers, Boiler & Pressure Vessel Code Section VIII, has 3 divisions
Division 1 :
construction of Pressure Vessels, (15 psi to 3000 psi) its scope covers the designing, fabrication, inspection, testing, & certification of pressure vessels, with internal or external pressure, operating more than 15 psi. The pressure vessel may be fired or Unfired (max pressure is normally 3000 psi). Division 1 also contains mandatory and non-mandatory appendices for supplementary design requirements. Non-destructive Testing and acceptance criteria.
Division 2 :
Alternative rules. ( 3,000psi to 10,000 psi )
Division 3 :
Alternative rules for very high-pressure vessels. (Greater than 10,000 psi)
Also Read, ASME Section V overview
Significance of NDT in Pressure Vessel Inspection
Non-destructive testing plays a crucial role in the inspection of pressure vessels to detect any defects or weaknesses that could compromise their integrity. By using techniques such as ultrasonic testing, radiography, and magnetic particle inspection, helps ensure that pressure vessels meet regulatory standards and are safe for operation. These methods are highly significant in pressure vessel inspection for several reasons.
1. Preservation of Equipment: They are often expensive and integral to industrial processes. NDT allows for thorough inspections while keeping the vessel intact, minimizing disruption to operations, and avoiding the need for replacement.
2. Early Detection: NDT methods can identify defects or weaknesses in their early stages, enabling timely corrective actions. This prevents minor issues from escalating into major problems that could lead to accidents or failures.
3. Comprehensive Analysis: Different NDT techniques, such as ultrasonic testing, radiographic testing, magnetic particle testing, and more, provide insights into various types of defects, from material flaws to structural irregularities.
4. Safety Enhancement: By identifying potential issues, NDT contributes to overall safety by preventing accidents and ensuring pressure vessels meet regulatory standards.
Integral Part of Inspection Programmes
NDT is not just an option but an essential part of a comprehensive pressure vessel inspection program. Incorporating methods ensures a thorough and accurate assessment of the vessel's condition. Which include pressure weld inspection, Pressure Vessel Testing, and other pressure vessel inspection services. These methods complement visual inspections and other techniques, forming a holistic approach to maintaining vessel integrity with an appropriate in-service inspection.
Vessel inspection plugs serve a critical purpose in the field of NDE within industrial settings. These plugs are designed to enable thorough inspection of the interior of various types of vessels, such as pipelines, tanks, boilers, and pressure vessels, without the need for dismantling or cutting open the structure. They play a crucial role in maintaining safety, ensuring structural integrity, and assessing the overall condition of these vessels.
The primary purpose of vessel inspection plugs is to provide access points to the interior of these enclosed structures, allowing NDT and NDE techniques to be applied. NDT and NDE methods are used to identify defects, corrosion, cracks, and other forms of deterioration that might compromise the vessel's integrity.
Standard for Construction of Pressure Vessel
- ASME BPVC Section VIII- Division 1 (Part UG)
- Materials Selection – Section II (Part A – Ferrous, Part B- Non-Ferrous, Part D- Properties)
- Welding Materials Selection- Section II (Part C)
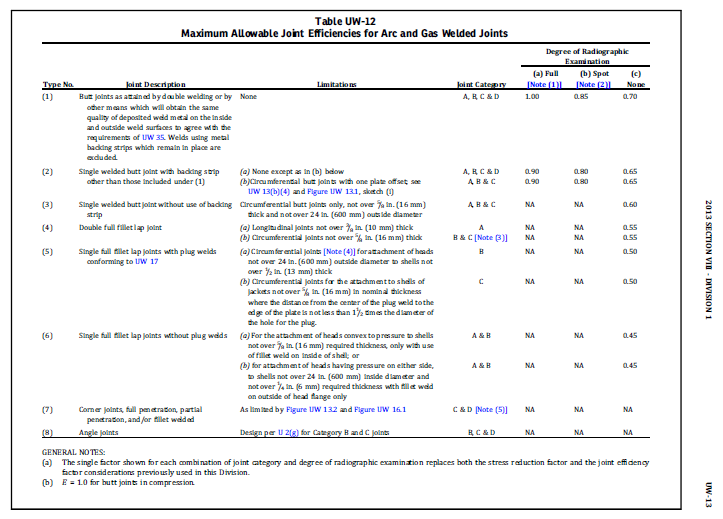
- Material Thickness, of Shell & tube are calculated based on the Design Pressure, Design Temperature, Radius of the Shell & the Weld Joint Efficiency,
- Weld Joint Efficiency – Selection (as per ASME Sec VII, Div 1, Table UW-12)
Inspection During Installation of Pressure Vessel
- The life of the pressure vessel is determined based on the factors. Corrosion Allowance, Safety Factor, and Corrosion Rate, with their Design Pressure and Design Temperature kept constant.
- A pressure vessel is inspected during installation by the Inspector. The purpose of this inspection is to verify the equipment is safe for operation. That no unacceptable damage occurred during transportation to the installation site, and to initiate plant inspection records for the equipment.
- This inspection also provides an opportunity to collect desired baseline information and obtain the initial thickness readings at designated CMLs.
The minimum installation inspection should include the following:
- Verify the nameplate information is correct per the manufacturer’s data reports and design requirements;
- Verify equipment is installed correctly, and supports are adequate and secured. Exterior equipment such as ladders and platforms are secured. Insulation is properly installed and flanged, other mechanical connections are properly assembled and the vessel is clean and dry; and
- Verify that pressure-relieving devices satisfy design requirements (correct device and correct set pressure) and are properly installed. If damage did occur, document it and recommend appropriate repairs or engineering assessments that may be necessary to ensure the vessel is fit for service.
Common NDT Techniques for Pressure Vessel Inspection
Pressure vessels are critical components in industries that handle liquids, gases, and vapors under high pressure. Ensuring their structural integrity is paramount to prevent accidents and failures. These techniques play a crucial role in inspecting pressure vessels without causing damage. Here are some common methods used for pressure vessel inspection.
1. Ultrasonic Testing:
UT is a versatile technique widely used for pressure vessel inspection. It involves sending high-frequency sound waves into the material being tested and measuring the time it takes for the waves to reflect. Ultrasonic Testing is effective for detecting flaws such as cracks, corrosion, and material thickness variations. It can also assess the thickness of vessel walls, helping to identify potential weak points.
2. Radiographic Testing:
RT often referred to as X-ray testing, is used to inspect the internal structure of the Pressure Vessel. This method employs X-rays or gamma rays to create images of the vessel's cross-section, revealing any internal defects or irregularities. Radiography Testing is especially useful for assessing weld integrity, identifying cracks, and detecting voids or inclusions within the material.
3. Magnetic Particle Testing:
The Magnetic Particle Testing technique is suitable for ferromagnetic materials. A magnetic field is applied to the surface, and magnetic particles are applied. If there's a surface crack or defect, the particles will gather at that location, making the flaw visible under proper lighting.
4. Liquid Penetrant Testing:
Liquid Penetrant Testing is used to identify surface cracks, porosity, and other discontinuities in non-porous materials. It is applied to the surface, and after a certain time, the excess penetrant is removed, and a developer is applied. The developer draws out the penetrant from any surface-breaking defects, making them visible.
5. Visual Inspection:
Visual Inspection is one of the simplest yet most essential NDT techniques. It involves a thorough visual examination of the pressure vessel's surfaces. Trained inspectors look for visible signs of damage, corrosion, deformation, and other abnormalities. While it may seem basic, VT is crucial for detecting issues that might not be apparent through other methods.
Each of these NDT techniques serves a specific purpose in pressure vessel inspection, contributing to overall safety and reliability. A combination of these methods is often used to ensure a comprehensive assessment of the vessel's condition. Regular NDT inspections not only help prevent accidents and failures but also contribute to compliance with industry standards and regulations.
Explore Effective NDT Techniques for Pressure Vessels
Inspection Procedure
Conducting a pressure vessel inspection using NDT techniques is a systematic process that requires precision, expertise, and attention to detail. A well-structured inspection procedure is essential to ensure the vessel's safety and integrity. Let's delve into the step-by-step procedure for a comprehensive NDT-based pressure vessel inspection:
Step 1: Pre-Inspection Preparation
Before initiating the inspection, gather all relevant documentation, including design specifications, operating conditions, and previous inspection reports. This information provides insights into the vessel's history and helps plan the inspection strategy.
Step 2: Selecting NDT Techniques
Based on the vessel's material, design, and potential defects, choose the appropriate NDT techniques. Common methods include Ultrasonic Testing, Radiographic Testing, Magnetic Particle Testing, Liquid Penetrant Testing, and Visual Inspection.
Step 3: NDT Technician Qualification
Hiring qualified NDT technicians is crucial. Ensure that the technicians are certified and experienced in the chosen NDT techniques. Their expertise guarantees accurate inspections and reliable results.
Step 4: Cleaning and Preparing the Vessel
Clean the surface of the pressure vessel to remove dirt, debris, and contaminants that could interfere with the inspection. Proper preparation ensures accurate readings and clear defect identification.
Step 5: Ultrasonic Testing
For Ultrasonic Testing, technicians use a transducer to send ultrasonic waves into the material. These waves bounce back differently based on the material's thickness and any flaws present. The technician analyzes the data to identify defects and measure thickness variations.
Step 6: Radiographic Testing
In Radiographic Testing, X-rays or gamma rays are directed at the pressure vessel. The rays pass through the material, and the resulting image reveals internal defects and weld quality. Technicians interpret the radiographic film to assess the vessel's condition.
Step 7: Magnetic Particle Testing and Liquid Penetrant Testing
For surface defects, MT and LPT are used. In MT, a magnetic field is applied, and magnetic particles are attracted to defects. In LPT, a penetrant is applied to the surface, and an excess penetrant is drawn out from defects, revealing their presence.
Step 8: Visual Inspection
Visual Inspection involves a thorough visual examination of the vessel's surfaces. Inspectors look for visible signs of damage, corrosion, and irregularities. While VT may not identify internal defects, it's essential for surface-level issues.
Step 9: Evaluation and Reporting
Inspectors analyze the collected data from all NDT techniques. They assess the severity of identified defects and determine whether the vessel meets safety standards. A detailed report is generated, outlining findings, recommendations, and any necessary repairs.
Step 10: Decision Making
Based on the inspection report, decisions are made regarding the vessel's continued operation. If significant defects are found, the vessel might need repairs, replacement, or further evaluation.
Step 11: Post-Inspection Documentation
After the inspection, update the vessel's records with the latest inspection results and recommendations. This documentation is crucial for future reference and regulatory compliance.
Step 12: Ongoing Monitoring
Regular inspections should be scheduled to monitor the pressure vessel's condition over time. Ongoing monitoring helps identify potential issues before they escalate and ensures the vessel's continued safety and reliability.
Key Takeaways
- Pressure Vessels are integral to modern industrial processes, enabling storing and transporting substances under high pressure.
- Their diverse applications and critical role in various industries underscore the need for proper design, fabrication, and maintenance.
- Conducting a pressure vessel inspection using NDT techniques is a meticulous process that demands expertise and a structured approach.
- Each step, from pre-inspection preparation to ongoing monitoring, contributes to the vessel's safety and overall integrity.
- By adhering to safety standards and embracing technological innovations, we can ensure the continued safe and efficient utilisation of pressure vessels.








