
Table of Content
- Fundamentals of Ultrasonic Testing
- Core Components of Ultrasonic Testing Equipment
- Types of Probes Used in Ultrasonic Testing
- Selecting the Right Ultrasonic Testing Equipment
- Range of Ultrasonic Testing Probe
- TR Probe Method in Ultrasonic Testing
- New Technologies in Ultrasonic Testing
- Key Takeaways
- FAQs
Ultrasonic Testing (UT) has revolutionized non-destructive testing (NDT) by enabling concrete, efficient, and safe assessments of materials and components. In industries where safety and reliability are paramount, like aerospace, energy, and manufacturing, ut testing serves as a critical tool for defect detection and structural assessment.
Fundamentals of Ultrasonic Testing Equipment

Image Credit: Baker Huges
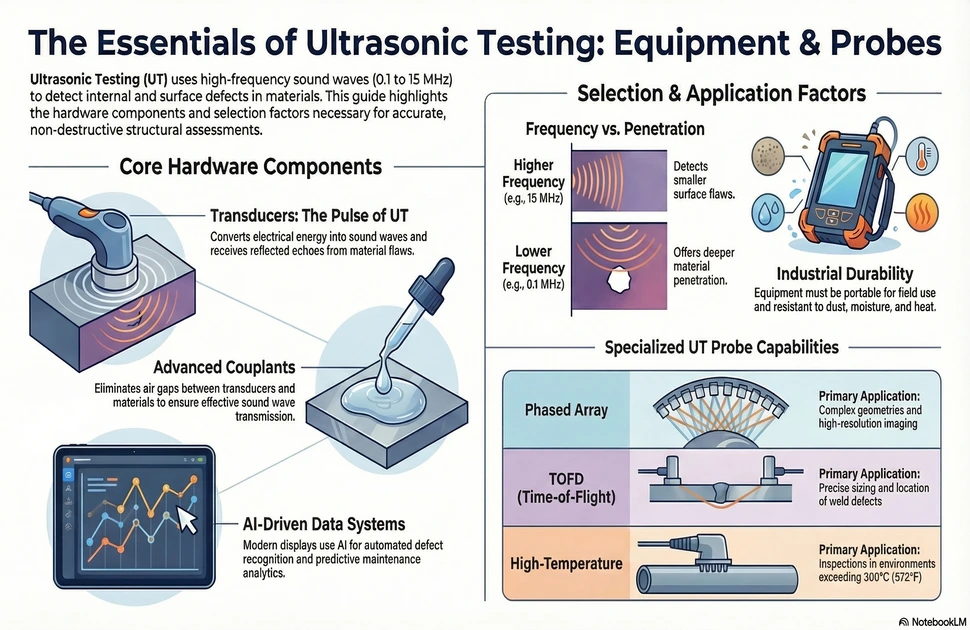
Ultrasonic Testing machines employ high-frequency sound waves (ranging from 0.1 to 15 MHz) to inspect materials for internal or surface defects. The interaction of these waves with a material provides valuable insights into its integrity. Key aspects include:
- Wave Propagation: Longitudinal, shear, and Rayleigh waves are commonly used, depending on inspection needs.
- Reflection and Refraction: Changes in wave behavior at material interfaces indicate the presence of flaws.
- Acoustic Impedance: A measure of how sound waves travel through a medium, essential for Flaw Detection.
Ultrasonic machines offer advantages such as accurate, real-time results; minimal surface preparation; and the ability to inspect diverse materials like metals, composites, and plastics. These methods are crucial in industries such as aerospace, automotive, and manufacturing for ensuring the safety and quality of products. NDT Techniques continue to evolve with technological advancements, making them even more efficient and reliable for detecting flaws in various materials.
Core Components of Ultrasonic Testing Equipment
What are the components of ultrasonic testing? In ultrasonic testing, the performance and accuracy of the inspection process depend significantly on the equipment used. Let's look more deeply into the critical components that make up advanced UT machine systems and their evolving capabilities.
I. Transducers
Transducers are the heart of ultrasonic testing equipment, responsible for converting electrical energy into ultrasonic waves and receiving the echoes reflected from material discontinuities. Their design and functionality directly impact the precision and Scope of UT Applications.
1. Phased Array Transducers
Phased array transducers consist of multiple small piezoelectric elements arranged in an array, each capable of being individually pulsed. This configuration enables:
- Beam Steering: The sound beam can be directed at different angles without physically repositioning the transducer, ideal for inspecting complex geometries.
- Dynamic Focusing: Enhances flaw detection by adjusting the focal depth dynamically.
- Comprehensive Coverage: Reduces inspection time by scanning large areas with high resolution in a single sweep.
2. Immersion Transducers
Immersion transducers are designed for use in water or other couplant-filled tanks. They offer:
- Uniform Coupling: Eliminates inconsistencies caused by direct surface contact.
- High-Resolution Imaging: Especially useful for delicate components or those with curved surfaces, such as Turbine Blades and medical implants.
- Automated Scanning: Often paired with computerised systems for precise, repeatable inspections.
3. High-Temperature Transducers
- Designed for extreme environments, these transducers
- Operate efficiently in conditions exceeding 300°C (572°F).
- Feature materials that resist thermal degradation, making them ideal for inspections in power plants, refineries, and aerospace applications.
- Support time-sensitive inspections without requiring cooling delays, improving productivity.
Also Read, Different Types of Ultrasonic Transducers
II. Couplants
Couplants are essential in ultrasonic testing. They eliminate air gaps between the transducer and the test material, ensuring the effective transmission of sound waves.
1. Dry Couplants
Dry couplants are gaining traction in sensitive or challenging environments:
- No Liquid Residue: Ideal for electronic components or surfaces prone to contamination.
- Convenience: Requires no cleanup, reducing inspection time.
- Applications: Commonly used in industries like electronics and aerospace, where cleanliness is critical.
2. High-Temperature Couplants
High-temperature couplants maintain their performance under extreme heat, offering:
- Thermal Stability: Resist breakdown or evaporation at elevated temperatures.
- Reliability: Ensure consistent wave transmission even during prolonged exposure.
- Use Cases: Ideal for inspecting hot components in power generation and petrochemical facilities.
III. Digital Displays and Data Systems
Modern ultrasonic testing systems integrate advanced visualization and data processing capabilities to enhance usability and accuracy.
1. Real-Time Visualization
High-definition digital displays provide immediate feedback during inspections:
- Enhanced Clarity: Displays amplitude, time-of-flight, and defect locations in high detail.
- User-Friendly Interfaces: Simplify navigation and interpretation for complex inspections.
- Dynamic Adjustments: Allows real-time tuning of parameters for optimal defect detection.
2. Data Storage and Analytics
Advanced UT equipment supports comprehensive data management:
- Long-Term Storage: Enables trend analysis and historical comparisons for predictive maintenance.
- Integration with NDT Software: Facilitates automated reporting and compliance documentation.
- Remote Accessibility: Enables experts to analyze data from field inspections remotely.
3. Integration with AI
Artificial Intelligence is transforming ultrasonic testing with features such as:
- Automated Defect Recognition: Reduces human error by identifying and classifying flaws in real-time.
- Predictive Maintenance Insights: Uses historical data to predict potential failure points.
- Efficiency Gains: Speeds up inspection processes and enhances reliability.
Types of Probes Used in Ultrasonic Testing
UT probes essential in Ultrasonic Inspection, come in various types, each designed for specific applications and inspection needs. The exact number of types may vary based on evolving technology and industry requirements in ultrasonic testing NDT. Some examples of probes are:
1. Single Straight Beam Probe:
This probe emits sound waves straight into the material, making it suitable for general flaw detection in Ultrasonic Testing Inspection.
2. Angle Beam Probe:
Angle beam probes emit sound waves at an angle to the material's surface, facilitating the detection of defects in welds and materials with non-parallel surfaces in ultrasonic testing inspection.
3. Dual Straight Beam Probe:
These probes generate two sound beams at different angles to improve defect detection and sizing accuracy in the context of ultrasonic inspection.
4. Phased Array Probe:
Phased Array Probes use multiple elements to produce and control sound waves, enabling precise inspection of complex geometries in ultrasonic testing inspection.
5. TOFD Probe:
Time-of-flight Diffraction probes send two probes to generate and receive diffracted waves, providing precise information about the size and location of defects, particularly useful for Weld Inspections in ultrasonic NDT.
Selecting the Right Ultrasonic Testing Equipment
Choosing the appropriate ultrasonic testing equipment suppliers is critical for achieving accurate and efficient inspections. Experts must carefully assess their specific requirements. Factors to consider are as follows:
1. Frequency Range
Determines the equipment's effectiveness for different materials and flaw sizes. Higher frequencies are ideal for detecting small, surface-level defects, while lower frequencies penetrate deeper into dense materials.
2. Portability
Portable devices are essential for field inspections in remote or confined locations. Modern handheld systems offer capabilities comparable to larger, stationary units.
3. Software Integration
Seamless connectivity with NDT management systems ensures streamlined data processing, reporting, and compliance tracking.
4. Durability
Industrial environments demand equipment resistant to dust, moisture, and mechanical stress. Rugged designs ensure long-term reliability in harsh conditions, reducing downtime and maintenance costs.
Range of Ultrasonic Testing Probe
The range of a UT probe, also known as its beam penetration, depends on several factors, including the frequency of the ultrasonic waves and the material being inspected in the context of ultrasonic inspection.
In general, higher-frequency probes provide better resolution but have shallower penetration, while lower-frequency probes offer greater penetration but may have reduced resolution.
The typical range of UT probes can vary from 0.5 to 15 MHz However, some probes can be customized up to 50 MHz for special precision testing, making them suitable for a wide range of material thicknesses and inspection applications in ultrasonic testing NDT.
TR Probe Method in Ultrasonic Testing

"TR" in ultrasonic testing often refers to "Through-Transmission" or “Transmission-Reflection” probes, integral to ultrasonic testing. Through-transmission probes comprise a pair of transducers, wherein one emits ultrasonic waves, and the other receives them. These probes are used to inspect the thickness and integrity of materials by impinging sound waves through the material and measuring the attenuation of the signal on the receiving end. Through-transmission probes are valuable for applications where accurate thickness measurements are crucial, such as in the assessment of pipe and tank Wall Thickness in industries like oil and gas or manufacturing, aligning with ultrasonic testing NDT standards.
New Technologies in Ultrasonic Testing
Ultrasonic testing techniques such as phased array and guided wave testing have revolutionized the industry by providing more accurate and efficient results. These advancements have allowed for greater flexibility in testing a wider range of materials and geometries.
1. AI-Driven Data Analysis
Artificial intelligence enhances defect recognition, automates reporting, and minimizes false positives.
2. 3D and Multi-Angle Imaging
Phased array systems now provide 3D visualizations of components, improving defect characterization and decision-making.
3. Portable and Wireless Systems
Compact devices with wireless capabilities offer flexibility for on-site inspections without compromising accuracy.
Key Takeaways
- Ultrasonic testing equipment for NDT professionals has evolved to incorporate inspections across various industries.
- As industries demand more efficient and reliable inspection methods, advancements in UT equipment, such as AI integration, portable systems, and enhanced imaging, are shaping the future of non-destructive testing.
- For experts, staying updated with these developments ensures the ability to tackle the most demanding inspection challenges effectively.
- Adapting to these advancements in ultrasonic testing equipment can lead to improved inspection processes and more accurate results.
FAQs
1. What are the primary advantages of phased array ultrasonic testing (PAUT)?
A: PAUT offers high-resolution imaging, faster inspections, and the ability to handle complex geometries efficiently.
2. How does TOFD differ from conventional ultrasonic testing?
A: TOFD uses diffracted sound waves for defect sizing, providing superior accuracy and reliability, especially in weld inspections.
3. What role does AI play in ultrasonic testing?
A: AI enhances data analysis, automates defect detection, and minimizes operator dependency, improving overall inspection reliability.
4. Can ultrasonic testing be used for non-metallic materials?
A: Yes, advanced transducers and techniques enable effective inspections of composites, plastics, and ceramics.








