
Table of Content
- Introduction
- The Basics of Ultrasonics
- Advantages and Disadvantages of Ultrasonic Testing
- Automated Ultrasonic Testing (AUT) Inspection Techniques
- RUG + Rapid AUT + Phased Array = A Turnkey Solution
- Real-World Examples and Applications
- Summary
Introduction
Advanced ultrasonic technologies, such as automated ultrasonic testing (AUT), offer diverse uses for in-service assets and apply to many industries, including power generation, oil and gas, petrochemical, and pulp and paper manufacturing.
Ultrasonic Testing (UT) instruments have a long history dating back to World War I, when the technology was first used to detect hidden objects underwater, such as icebergs or submarines. However, the first instruments needed large, heavy vacuum tubes, required AC power, and were not portable.
Technology evolved to smaller, battery-powered instruments making UT more practical for field applications. However, early instruments utilized analog signal processing and were more susceptible to calibration drift inaccuracies.
Since the mid-1990s, digital instruments have become the standard, providing repeatable and accurate measurements, along with onboard data logging.
The ability to share screens and test records, as well as integrate with computers, has greatly evolved the industry.
The Basics of Ultrasonics
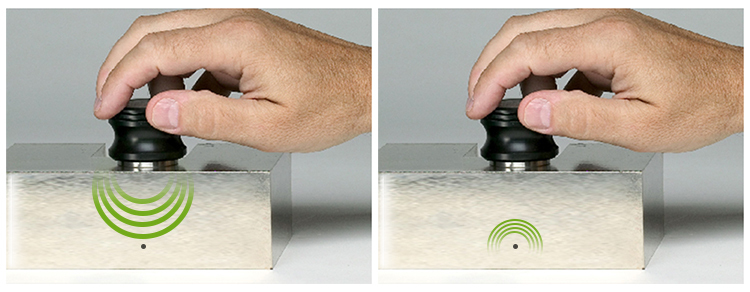
In the simplest definition, UT is the conversion of electrical energy into sound energy to look for flaws in materials or to obtain general thickness measurements.
In most industrial applications, a pulse-echo configuration is used. Sounds are sent at one angle and reflected off a surface to discover discontinuities such as cracks, lack of fusion, or general Corrosion.
With the advancements in digital, handheld ultrasonic devices, thickness measurements can be obtained manually using an Ultrasonic Thickness Gauge. This technique has been readily adopted for the reasons, along with caveats, below.
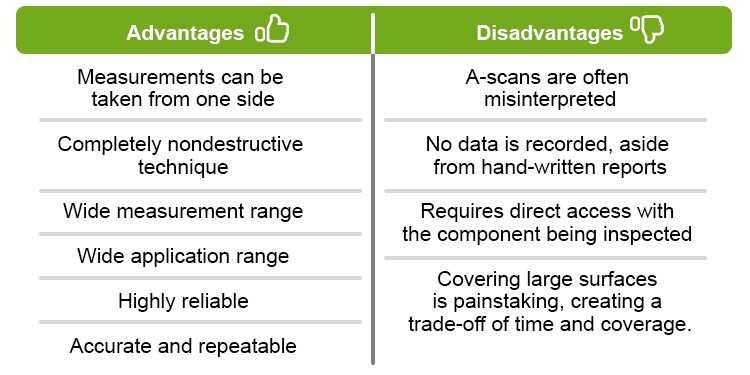
Advantages and Disadvantages of Ultrasonic Testing
Can we do better? Recent advances in robotic control, high-speed interfaces, and signal processing are allowing engineers to once again rethink the state of the art.
In a previous blog article, we covered Automated Ultrasonic Testing which integrates all of these advances to make ultrasonic inspections faster, provide more coverage, and give more accurate measurements.
Automated Ultrasonic Testing (AUT), equipment, techniques, and nomenclature have become synonymous, making it difficult to differentiate between systems.
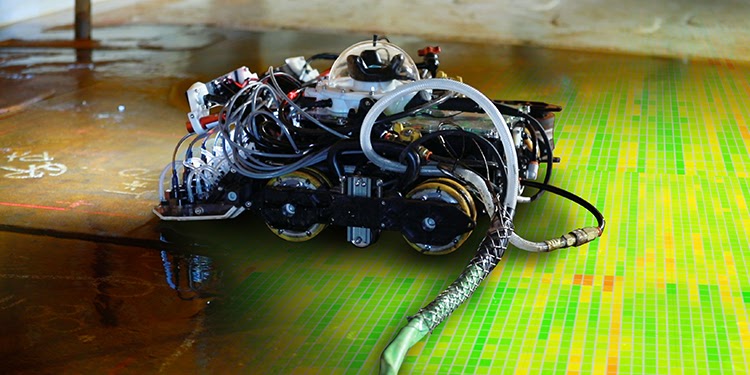
What is commonly called AUT? today, involves the use of simple robots that ride along the surface of the inspection material with magnetic wheels.
The material is scanned automatically, generally in a circumferential direction, using a single, or dual, element probe that raster scans, or sweeps, along the material in the Y-axis.
Conventional AUT is advantageous due to its much higher data density over manual methods, and unlike manual Ultrasonic Testing, AUT allows the recording of raw A-scans for post-review.
However, because of the use of a single probe and circumferential scanning, the production rate is very low.
Because it’s a non-drivable system, it must be placed exactly where the scan is wanted and then be manually moved to the next location. Additionally, direct access to the asset is required, which may pose exposure risks to NDT Technicians.
Seeing the limitations of conventional AUT, Gecko Robotics has invested significantly in applying robotics and cloud processing to enhance the production rate of Ultrasonic Inspections, from large asset screening down to fine damage mechanism detection.
Automated Ultrasonic Testing (AUT) Inspection Techniques
Let's dive into Gecko’s robot-based suite of AUT inspection techniques:
1. Rapid Ultrasonic Gridding (RUG): Cover More Ground in Less Time
Rapid Ultrasonic Gridding (RUG) is a robot-enabled Ultrasonic Inspection method that produces thickness grid maps to identify areas where corrosion and other damage mechanisms have caused wall-thinning.
Its core strength is covering a large surface area at speeds 10x faster than manual Ultrasonic Testing or conventional AUT. In a 12-hour shift, RUG can inspect a surface area of 5,000 ft2 (464.5 m2).
It provides for quick screening at larger grid sizes (12 in or 0.3 m), but it can also approach the grid resolution traditionally seen with conventional AUT (0.25 in or 6 mm).
RUG is a quantitative tool that captures all raw A-scans for post-inspection analysis. Once the validated data is uploaded to the Gecko Customer Portal for review, it can be displayed in a 2D or 3D C-scan view and manipulated with interactive tools to drive predictive insights.
The following asset types are excellent applications to employ RUG.
Applications of Rapid Ultrasonic Gridding
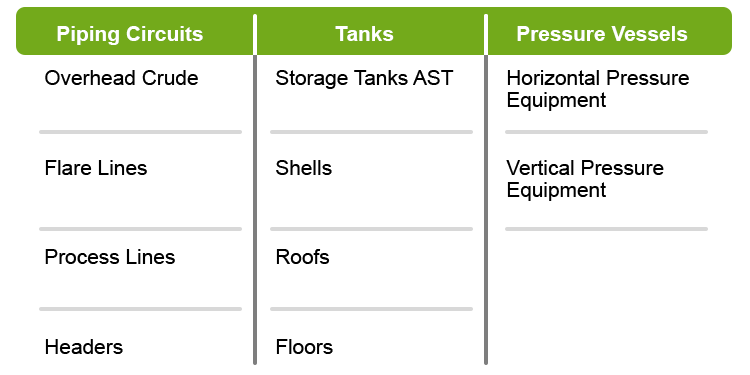
One application of RUG is for piping circuits. For an overhead line or a 24-inch (0.6 m) process line, a RUG robot can cover 500-600 feet (152-183 m) per 12-hour shift in comparison to about 40 feet (12 m) per shift with conventional AUT.
Another application is tank floors. An entire 40-foot (12 m) diameter area can be completed in one 12-hour shift without technicians entering the Confined Space.
Finally, large, vertical vessels, such as a boiler, benefit from RUG inspections.
In a scenario where conventional AUT is used without building Scaffolding, it may take technicians around five or six weeks to complete the inspection because scanners must be placed in every location to cover the large area.
Using RUG, the same task can be accomplished in 4 days or less, depending on the size of the asset.
For all asset types, the typical time on-site is reduced by 90%
Because RUG can inspect large surface areas quickly, it is effective at identifying isolated issues within an entire asset.
Then alternative methods, such as PAUT and Rapid AUT can be employed to pinpoint damage mechanisms at a granular level.
2. PAUT: Advanced Probes for High-Definition Data
Phased Array Ultrasonic Testing (PAUT) is an application of UT that utilizes computerized phased array probes to generate pulses identifying damage mechanisms at various depths or multiplexed over the length of an array.
PAUT inspections cover weld seams, heat-affected zones, flanges, and any other areas prone to cracking (SCC, HIC/SOHIC) or other damage mechanisms such as High-Temperature Hydrogen Attack (HTHA).
PAUT is much faster than conventional Ultrasonic Testing and produces high-definition asset condition data. Gecko utilized PAUT probes for the Rapid AUT technique.
3. Rapid AUT: (Much) More Data, Quicker
Rapid AUT utilizes PAUT probes to quickly gather high-definition asset condition data at a granular 1mm x 1mm grid size.
Therefore, it is the perfect tool for understanding the specific damage mechanisms needed for a fitness-for-service determination or post-inspection analysis.
Broadly speaking, Rapid AUT uses a phased-array probe that can house over 128 elements that can collect over 94,000 thickness readings per square foot (over 1M readings per square meter).
A combination of hardware movements and software-controlled pulses permits a much faster AUT system.
One axis of the scan is along the phased array and the other is controlled by mechanical movement. As opposed to conventional AUT which mechanically rasters both axes, Rapid AUT results in a much faster scan.
Note: since this process is enabled by a phased array, these same Non-destructive Evaluation Techniques can be used to quickly scan at angles looking for specific damage mechanisms. But that is a story for another day.
A potential disadvantage of Phased Array is that the probe is large and can lift off, resulting in a loss of data. This can be prevented by careful process setup and ensuring a sufficient surface to accommodate the probe.
So, how does Rapid AUT stand up to conventional AUT?
Rapid AUT is 5x faster than conventional AUT and generates 12x the amount of data.
For example, inspecting a 10 sqft section would take the Rapid Automated Ultrasonic Testing system approximately three minutes. Conversely with conventional AUT, inspecting that section would take 14 minutes.
Comparing the Efficiency of AUT Techniques

For some applications, it makes sense to combine RUG with Rapid AUT for a very thorough, fast inspection.
RUG + Rapid AUT + Phased Array = A Turnkey Solution
RUG is an efficient and accurate tool to use for accomplishing a general thickness inspection.
It can be followed by a Rapid AUT inspection to further explore areas of Corrosion, and a PAUT of suspected areas of damage and welds.
Pairing these tools together results in a turnkey solution for the highest fidelity non-intrusive inspection.
While planning an NDT Inspection, Gecko Robotics works with clients to evaluate each asset and review previous inspection reports.
Our goal is to measure all susceptible areas prone to known damage mechanisms, such as hydrogen-induced cracking or stress-oriented cracking in the welds or base material.
By combining these three technologies, we can target an asset and satisfy the NDE/NDT data needed for an API inspection, Risk-Based Inspection (RBI), or Fitness-For-Service (FFS) determination.
When RUG is deployed alongside Rapid AUT and Phased Array Ultrasonic Testing, every part of the asset can be inspected.
The comprehensive information gathered can be used to plan future maintenance activities, upcoming shutdowns, and future turnarounds, and even monitor slow corrosion growth to maximize service life.
Real-World Examples and Applications

1. Case Study: Bullet Tank (On-Stream)
Summary: Full shell and head thickness evaluation via RUG, Rapid AUT inspection of the Heat-Affected-Zones (HAZ), and Phased Array Ultrasonic Testing for fatigue cracking inspection of each weld.
Coverage: 1,105 square feet / 714,000 A-Scans (102 square meters / 7.69M A-Scans)
Inspection time: 1.5 (12-hour) shifts
Manpower: 3 technicians and two crawlers—(one Rapid AUT + Phased-Array UT system, one RUG system.
Result: A non-intrusive, on-stream inspection. Eliminated costs of de-inventory, cleaning, and Scaffolding.
2. Case Study: Flare Line
Summary: Two limited days with RUG, followed by 50% percent Phased Array Ultrasonic Testing in areas for Weld Inspection
Coverage: 1,300 linear feet / 1.54M A-Scans (396 meters / 5.05M A-Scans)
Inspection time: 7 (12-hour) shifts
Manpower: Five operators, 2 robots
Result: Used RUG instead of conventional AUT; achieved a 70% reduction in man hours.
Summary
Advances in ultrasonic probes, robots, and processing are continually improving the production rate of Automated Ultrasonic Testing inspections.
These result in more efficient, accurate, and data-rich inspections. With Gecko Robotics' full complement of AUT systems, we will work with your team to ensure the right combination of technologies is applied to achieve your desired inspection outcomes, balancing time, coverage, and data quality.








