Ionix Advanced Technologies, experts in high-temperature in-service ultrasonic asset-integrity tools, evaluate the benefits and challenges of detecting and monitoring sulfidic corrosion, a ubiquitous damage mechanism in refineries, and how new technologies have emerged to meet the updated standards and best practices.
Introduction
A common and important degradation mechanism in steel equipment is called sulfidation corrosion, and is prevalent in downstream refining. It is a process that happens when crude oils that contain sulphur are heated at temperatures between 230°C and 425°C [1]. This type of corrosion is not easily predictable, costly to fix and has also caused devastating failures such as piping, tube ruptures, pressure vessels and other refinery equipment ruptures.
New regulations on the recommended industry practices now mandate complete inspection of components that are at risk. Moreover, the regions with indications of increased corrosion have to be monitored constantly. The modern ultrasonic testing (UT) technology has brought forward a possibility to carry out inspection and continuous monitoring of equipment in service and at operating temperature. The developments offer high-resolution data about wall thickness without prior screening procedures or complementary screening.
Sulfidation corrosion
The corrosion processes in refinery and petrochemical conditions can be broadly divided into low- and high-temperature regimes, with a transition point at about 260°C/ 500°F [2], [3]. Sulfur compounds in hydrocarbon streams recombine with carbon steel, low-alloy steel and 300 and 400-series stainless steels at high temperatures.
One of the most prevalent degradation processes in the oil refining industry is high-temperature sulfidation corrosion, which is mainly due to the fact that most crude oils are naturally rich in sulfur compounds such as hydrogen sulfide (H2S) and other reactive species. This type of corrosion therefore impacts a large variety of refinery equipment and is more problematic when opportunity crudes characterized by elevated levels of sulfur and total acid number (TAN) are processed.
Sulfidation corrosion normally happens in the temperatures above 260ºC / 500°F in the presence of no hydrogen, causing the formation of semi-protective layers of iron sulfide (FeS) on the surface as well as uptake of hydrogen into the metal, which may result in hydrogen embrittlement. At this temperature, the rate of corrosion is quite low except when the presence of the naphthenic acids increases the rate. Sulfur diffusion into the metal can take place at temperatures that are higher than 500ºC replacing carbides [1].

Figure 1: High-temperature sulfidation corrosion of 12CrMo steel pipe (Photo by CEphoto, Uwe Aranas)
Sulfidation corrosion is a common occurrence in iron-based alloys that are used in construction of refiners in the form of uniform thinning of the walls. Nevertheless, local damages can also happen especially in areas of high velocity flows like the knees and curves in the horizontal piping [3]. Even thinning decreases the pressure holding capacity of components, such as piping systems, fittings, pressure vessels, heaters, boilers, cokers, distillation units, and fluid catalytic cracking (FCC) systems [3], [4]. This kind of degradation frequently causes rupture failures in contrast to localized defects such as pinholes.
Piping systems have been linked to a large number of industry accidents because their wall sections are relatively smaller than those of other equipment [5]. Failure may lead to release of high amounts of hydrocarbon fluids with dire consequences [5].
Existing Best Practices in Inspection and Detection
Sulfidation corrosion rate and severity depend on various factors that include material composition, sulfur content and species in the crude, operating temperature, the presence of hydrogen and velocity of flow. These variables complicate the process of accurately determining the site of corrosion and the rate of corrosion. Low silicon content of carbon steel is one of the known factors that predispose.
In response, high-temperature piping manufacturing standards have minimum silicon content requirements [6]. Nonetheless, 95% of refineries, especially in the United States, were built before these requirements were enacted [5], new guidelines by different organizations like the American Petroleum Institute (API) suggest the identification of carbon steel circuits, which might be having low levels of silicon content or substituting them with more resistant alloy material [7].
The analysis of silicon in current components usually involves destructive laboratory analysis, which is not feasible in the field. As a result, non-destructive tests are common to determine the remaining wall thickness in the component subjected to high-temperature hydrocarbons.
According to API guidelines any system known to be prone to sulfidation corrosion should be fully inspected. Wall thickness measurements are typically made with external ultrasonic testing or profile radiography. Regions that show an increased wall loss are known as corrosion monitoring locations (CMLs) and should be observed until such a time when replacement is possible [3].
Techniques of Detection and Monitoring.
Historically, the methods of screening sulfidation corrosion in carbon steel piping have been Computed Radiography (CR) and ultrasonic techniques including Electro-Magnetic Acoustic Transducers (EMAT) and Guided Wave (GW) testing.
Guided wave testing suffers limitations in full coverage of inspection and in most cases, confirmation is needed through other tests [5].
The benefits of CR and EMAT are that the measurement is non-contact, and devices can be inspected at higher temperatures. Nevertheless, there are a number of disadvantages to these approaches. CR is characterized by expensive equipment, limited portability, radiation safety areas and in others process isolation may be necessary. EMAT has drawbacks such as penetration depth, equipment size and strong magnetic fields required limiting its application to non-magnetic materials.
Because of these constraints, regions deemed problematic by these screening tests may need more thorough examination by more traditional ultrasonic methods with piezoelectric transducers during shutdowns.
Traditionally, traditional UT, such as automated ultrasonic testing (AUT) has been limited to temperatures below 200°C, which is lower than the temperature of sulfidation corrosion. The recent developments of high-temperature piezoelectric materials and acoustic technologies have greatly extended the potential of ultrasonic inspection [8], [9], [10].
HotSense HotSense is a low-cost measurement system of wall thickness that can be considered a substitute of CR and EMAT, developed by Ionix Advanced Technologies. The system has the potential to run high temperature up to 550°C without cooling or duty cycling because of the availability of high temperature transducers and couplants [11].
The HS582i two-electrode probe is available in continuous and scanning modes, and can be used with magnetic crawlers or robots. This allows a complete coverage of refinery assets to be inspected and the damage attributed to sulfidation to be identified and characterized without interrupting operations.
This system facilitates complete coverage of inspections at low cost and time and allows deployment by inspection staff with standard UT training. It enables detection of corrosion regions that are undergoing faster corrosion and this can be marked as CMLs to be monitored further.
ultrasonic sensors can then be installed to monitor corrosion rates with time to offer useful information in risk-based inspection (RBI) plans, fitness-for-service assessments, and maintenance planning.
Permanently installed monitoring sensors also use the same high temperature technology. The sensors can be installed under insulation without causing any harm to the environment and they inherently are safe to use in refinery conditions that are dangerous. They can give real time data on wall thickness that can be remote accessed by wireless or cellular systems to plant databases or control systems.
Fixed sensors can be used to create very accurate measurements by removing variables like operator variations, couplant variations, and changes in the location of measurements [13]. Modern designs have built-in calibration capabilities to enhance temperature compensation and accuracy of measurement, enabling wall thickness measurements to be made with about 20 micrometers and a corrosion rate of less than 2 mpy.

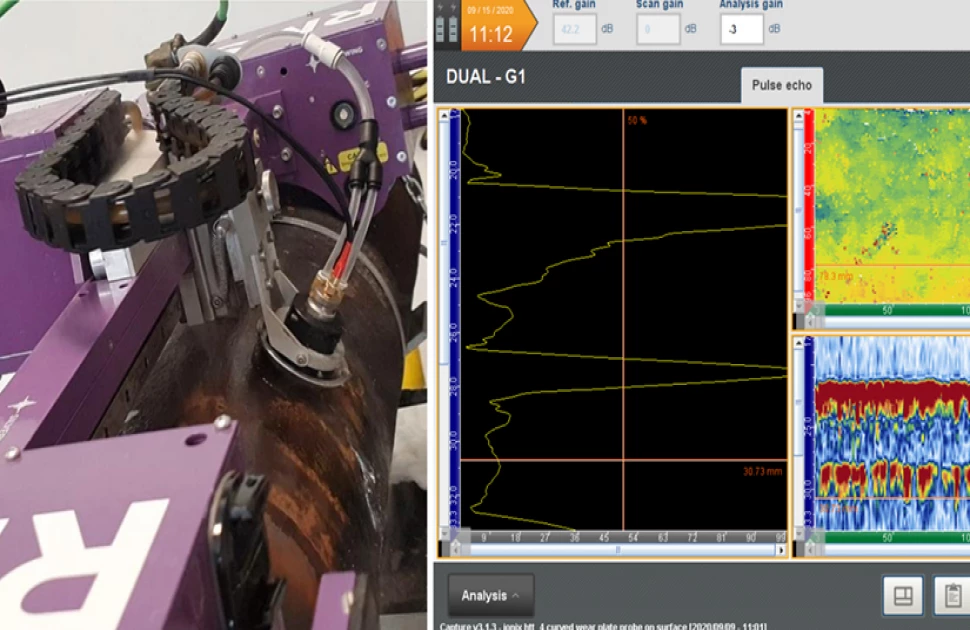
Figure 2: (left) Automated high-temperature ultrasonic testing using the HS582i transducer in the EddyFi RMS scanner being used to determine remaining wall thickness in a carbon steel pipe susceptible of sulfidation corrosion at 270 °C. (right) An ultrasonic A-scan (left inset) and C-scan (top right inset) generated by the automated scanner determining the remaining wall thickness of the internal diameter.

Figure 3: A photograph of four HotSense™ high-temperature capable ultrasonic wall-thickness monitoring transducers with integrated calibration block, installed on a refinery crude distillation unit (CDU), 8” diameter carbon steel outlet pipe operating at 350 °C continuously, under insulation (removed for photo) (Photos © Ionix Advanced Technologies 2020).
HotSense™ Solutions are beneficial in the following ways.
The HS582i probe and HotSense intrinsically safe sensors allow a wide-ranging inspection and continuous monitoring of the high temperature corrosion processes, such as sulfidation.
- They enable measurement of ultrasonic thickness over a wide temperature span of -55°C to +550°C, and they can be utilized in inspection and monitoring without causing disruption to the operations.
- The HS582i enables the effective corrosion mapping and complete inspection coverage of in-service assets that are exposed to high temperatures.
- HotSense™ sensors installed are a sure and precise way of keeping a watch on all areas that are having accelerated wall loss.
Conclusion
Recent technological developments are solving the problems of sulfidation corrosion, an intricate and common damage mechanism that has grown in importance with the increased use of opportunity crude oils. Another area of development is the facilitation of new inspection standards and recommended practices.
As productivity, reduced downtime and maximized maintenance are essential in an industry setting, high-temperature ultrasonic testing technologies are gaining importance. They enable a deeper understanding of the status of assets and help minimize operational disruptions.
On-stream ultrasonic inspection, when done correctly, can be used to effectively identify key monitoring points and offer useful data to inform better understanding of the processes, reduce risk, increase productivity, and help in making safe operations.
Other benefits of ultrasonic testing are that it is founded on proven technology, it is affordable, and it is familiar to asset integrity experts, which makes it a convenient and scalable corrosion management tool in refineries.
References
[1] R. B. Rebak, “Sulfidic corrosion in refineries - A review,” Corros. Rev., vol. 29, no. 3–4, pp. 123–133, 2011.
[2] Y. T. Al-janabi, “An Overview of Corrosion in Oil and Gas Industry: Upstream, Midstream and Downstream Sectors,” Corrossion Inhib. Oil Gas Ind., pp. 1–39, 2020.
[3] American Petroleum Institute (API), RP 571 Damage mechanisms affecting fixed equipment in the refining industry, no. 3. 2020.
[4] Inspectioneering, “The Fundamentals of Sulfidation Corrosion,” Inspectioneering. [Online]. Available: https://inspectioneering.com/airs/2017-02-13/6123/a-primer-on-sulfidation-corrosion. [Accessed: 02- Aug-2020].
[5] 2012-03-I-CA, “FINAL INVESTIGATION REPORT C HEVRON RICHMOND REFINERY #4 CRUDE UNIT,” 2015.
[6] ASTM, ASTM Standard A106/A106M Standard Specification for Seamless Carbon Steel Pipe for High- Temperature Service. 2011.
[7] American Petroleum Institute (API), RP 939-C Guidelines for Avoiding Sulfidation (Sulfidic) Corrosion Failures in Oil Refineries. 2019.
[8] T. Stevenson, “High-Temperature Piezoelectric Sensors for the Energy Industry,” Eng. Technol. Ref., vol. 1,no. 1, Jan. 2017.
[9] T. Stevenson et al., “Piezoelectric materials for high temperature transducers and actuators,” J. Mater. Sci. Mater. Electron., vol. 26, no. 12, pp. 9256–67, Aug. 2015.
[10] T. Stevenson, “FROM INSPECTION TO MONITORING,” Hydrocarbon Engineering, no. August, p. 4, Aug- 2018.
[11] Ionix Advanced Technologies, “Realtime Erosion Monitoring of Remote Wellheads,” 2020.
[12] W. Vickers, “Automated corrosion monitoring,” Hydrocarbon Engineering, 2020.
[13] S. Rex, “Continuous Thickness Monitoring: Precise Corrosion Rates in Less Time,” Inspectioneering, vol. 26, no. 3, pp. 52–54, 2020.
Source:https://www.linkedin.com/pulse/ultrasonic-on-stream-detection-monitoring-sulfidation-tim-stevenson/








