
Table Of Contents
- Understanding Ultrasonic Testing
- Why UT is a Game-Changer
- Core Methods of Conventional UT
- The Ultrasonic Examination Procedure
- Applications of Ultrasonic Testing
- Advantages of Ultrasonic Testing
- Limitations-of-Ultrasonic-Testing
- Best Practices for Effective UT
- Emerging Trends in Ultrasonic Testing
- Conclusion
- FAQ
For NDT professionals, ultrasonic testing (UT) is like a trusty flashlight in the dark, illuminating hidden flaws within materials without causing damage. Whether you’re inspecting a critical weld on a pressure vessel or checking for corrosion in a pipeline, UT is a cornerstone of Non-Destructive Testing (NDT). This article explores the nuts and bolts of conventional UT—its methods, real-world applications, and limitations—offering practical insights for technicians who live and breathe NDT ultrasonic inspection. Let’s dive into what makes this technique indispensable, why it’s a go-to among NDT test types, and how to navigate its challenges.
In this article, we’ll explore the fundamentals of Ultrasonic Testing (UT)—a cornerstone of nondestructive testing (NDT) that uses high-frequency sound waves to inspect materials without causing damage. From the science behind how it works to the different methods used in the field, you’ll learn how UT helps industries ensure the safety, reliability, and longevity of critical assets.
Whether you’re just entering the world of NDT ultrasonic testing or refining your expertise, this guide will walk you through:
- The core methods, like pulse-echo and through-transmission
- A step-by-step look at the ultrasonic testing procedure
- Real-world applications across industries
- The key advantages and limitations of UT
- Best practices and a glimpse into the future of ultrasonic inspection
Let’s dive into the sound-powered world of UT—and discover how this trusted technology keeps everything from airplanes to pipelines running safely.
Understanding Ultrasonic Testing
At its heart, ultrasonic testing uses high-frequency sound waves—typically 0.5 to 15 MHz—to probe materials for internal defects or measure properties like thickness. The principle of ultrasonic testing is straightforward: sound waves travel through a material until they hit a boundary, like a crack or the back wall, and reflect back. By analyzing these reflections, technicians can detect, locate, and characterize flaws with remarkable precision. It’s like echolocation for industrial components, revealing what’s hidden beneath the surface without a single cut.
UT stands out in NDT testing ultrasonics because it’s non-invasive, highly sensitive, and versatile. It can spot tiny cracks, voids, or inclusions that could spell disaster in high-stakes industries like aerospace or oil and gas. Plus, it requires minimal preparation compared to destructive methods, saving time and costs while ensuring safety.
Why UT is a Game-Changer
For NDT professionals, UT’s ability to detect both surface and subsurface flaws sets it apart from other NDT test types like liquid penetrant or magnetic particle testing. It’s also portable, safe (no radiation risks), and delivers real-time results, making it ideal for both shop and field inspections. Whether you’re ensuring a weld’s integrity or measuring pipe wall thickness, UT provides the data needed to make informed decisions.
Core Methods of Conventional UT
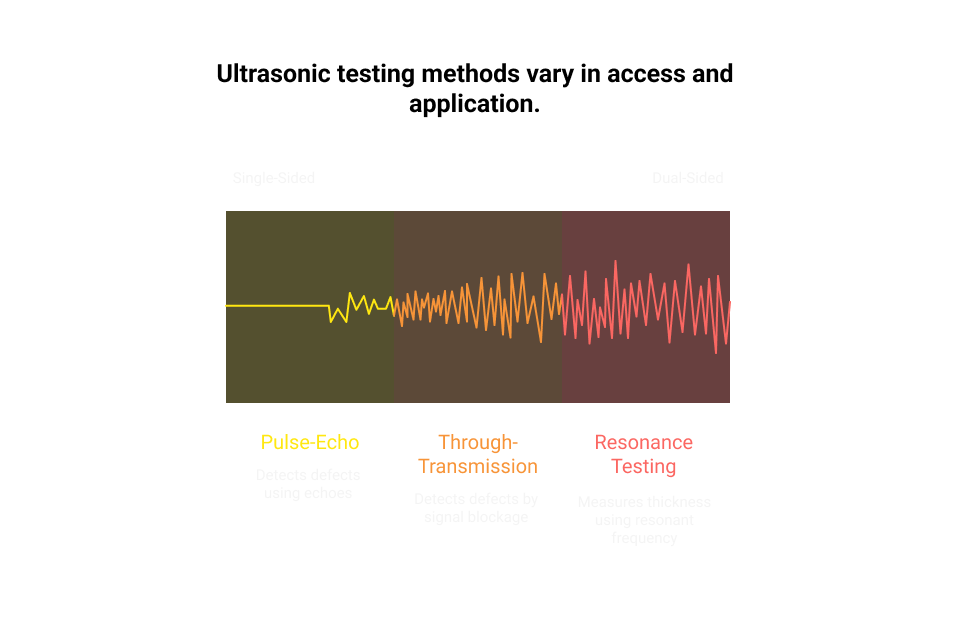
Conventional NDT ultrasonic inspection relies on several methods, each suited to specific inspection needs. Let’s break down the primary approaches:
1. Pulse-Echo Testing
The workhorse of UT, pulse-echo testing uses a single transducer to send out a short burst of sound waves and listen for the echoes that bounce back. It’s like pinging a submarine with sonar.
- How it Works: The transducer emits a pulse, and the time it takes for the echo to return reveals the depth of a defect or material boundary. The echo’s amplitude indicates the defect’s size or severity.
- Applications: Detecting cracks, porosity, or inclusions in welds, forgings, or rolled products.
- Advantages: Requires access to only one side of the material, making it perfect for pipelines or large structures.
2. Through-Transmission Testing
This method uses two transducers—one to send waves and another to receive them on the opposite side. A drop in signal strength signals a defect.
- How it Works: The transmitter sends waves through the material, and the receiver measures the transmitted energy. Defects like voids block or weaken the signal.
- Applications: Inspecting composites, adhesives, or thin plates where both sides are accessible.
- Challenges: Limited to components with dual-side access, which isn’t always feasible.
3. Resonance Testing
Resonance testing is niche but valuable for measuring thickness in thin materials. It uses continuous waves to find a material’s resonant frequency, which correlates to its thickness.
- How it Works: The material vibrates at specific frequencies based on its thickness. Technicians tune the frequency to calculate precise measurements.
- Applications: Measuring coatings, thin sheets, or corrosion in accessible areas.
- Limitations: Less effective for flaw detection compared to pulse-echo.
Each method has its strengths, and choosing the right one depends on the material, defect type, and inspection constraints.
The Ultrasonic Examination Procedure
Executing an ultrasonic examination procedure is a meticulous process that demands precision and expertise. Here’s how NDT professionals typically conduct a UT inspection:
1. Surface Preparation:
Clean the test surface to remove dirt, scale, or loose paint, as these can block sound waves. A smooth surface ensures good transducer contact.
Apply a couplant (gel, oil, or water) to eliminate air gaps, which disrupt sound transmission. Too much couplant can be messy, so moderation is key.
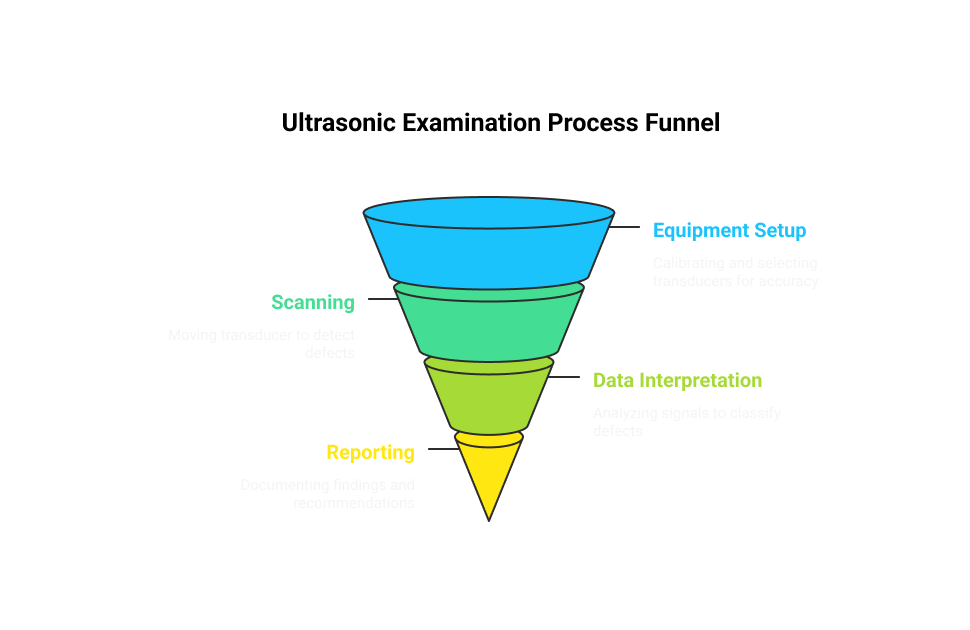
2. Equipment Setup:
Calibration: Use reference standards like calibration blocks (e.g., IIW or V1 blocks per ISO 2400) to set up the flaw detector. This ensures accurate measurements of distance and amplitude.
Transducer Selection: Pick a transducer based on material and defect type. For instance, low-frequency transducers (1–5 MHz) penetrate thicker materials, while high-frequency ones (10–15 MHz) excel at detecting small flaws in thin sections.
3. Scanning:
Move the transducer manually or use automated systems for consistent coverage. Watch the flaw detector’s display for A-scan signals (amplitude vs. time) indicating defects or back-wall echoes.
Angle-beam transducers are often used for welds to detect misaligned or angled flaws.
4. Data Interpretation:
Analyze signal peaks to determine defect depth, size, and orientation. This step requires experience to distinguish true defects from noise caused by grain structure or geometry.
Use standards like ASME Section V or EN 10160 to classify flaws as acceptable or rejectable.
5. Reporting:
Document findings in detailed reports, including A-scans, B-scans (2D cross-sections), or C-scans (3D maps) for clarity.
Note defect characteristics and recommend actions like repair or replacement.
This structured ultrasonic examination procedure ensures reliable results, but it’s not foolproof—operator skill and equipment quality are critical.
Applications of Ultrasonic Testing
UT’s versatility makes it a staple in industries where safety and reliability are non-negotiable. Here are some key applications of NDT testing, ultrasonic:
- Weld Imperfection Detection: UT excels at finding cracks, lack of fusion, or porosity in welds for pipelines, bridges, or pressure vessels.
- Corrosion and Erosion Monitoring: Measure wall thickness in pipes, tanks, or offshore platforms to track material loss over time.
- Aerospace: Inspect turbine blades, landing gear, or composite panels for delaminations or fatigue cracks that could lead to catastrophic failures.
- Manufacturing: Verify the quality of castings, forgings, or rolled products, ensuring they meet strict standards before assembly.
- Power Generation: Check boilers, steam turbines, or nuclear reactor components for flaws that could compromise safety under high pressure or temperature.
- Railways: Inspect axles, wheels, or rail tracks for fatigue cracks, ensuring safe operations.
- Marine: Evaluate ship hulls or propeller shafts for corrosion or weld imperfections.
These applications underscore UT’s role as a critical tool in NDT ultrasonic inspection, delivering insights that keep industries running safely.
Advantages of Ultrasonic Testing
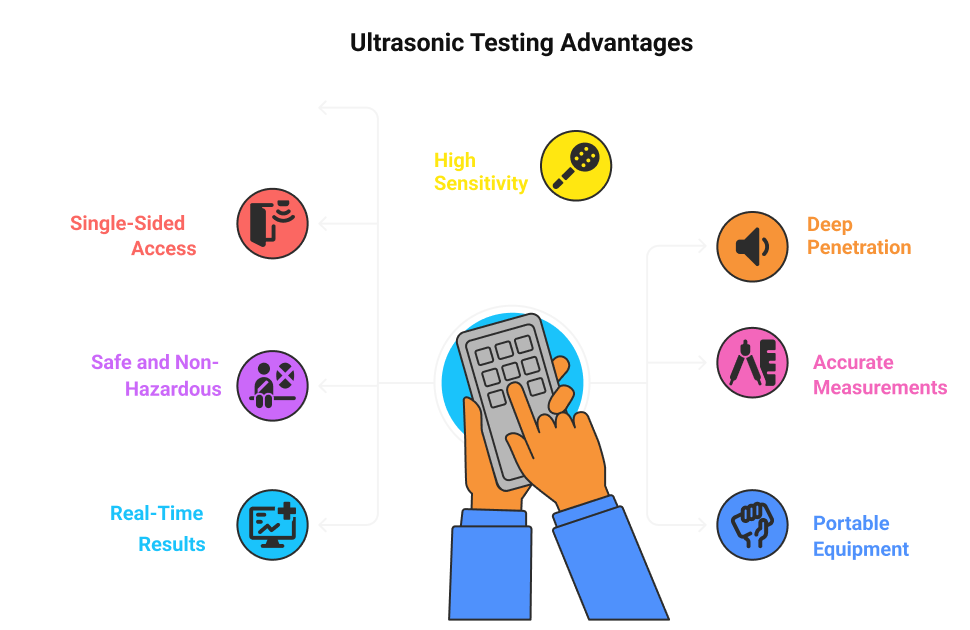
UT’s popularity among NDT test types stems from its unique strengths:
- High Sensitivity: Detects minute flaws, from surface cracks to deep inclusions, with better resolution than many other methods.
- Deep Penetration: Probes thick materials (up to several meters in some cases) without needing to cut or disassemble.
- Single-Sided Access: Pulse-echo testing works with access to just one side, ideal for field inspections.
- Accurate Measurements: Precisely measures defect size, depth, and material thickness.
- Safe and Non-Hazardous: No radiation risks, unlike radiography, making it safe for operators and bystanders.
- Portable Equipment: Handheld flaw detectors are lightweight and field-ready, perfect for remote sites.
- Real-Time Results: Immediate feedback on flaw detector screens speeds up decision-making.
These benefits make UT a go-to for NDT professionals seeking reliable, efficient inspections.
Limitations of Ultrasonic Testing
Despite its strengths, UT has limitations that NDT professionals must account for:
- Material Constraints: Coarse-grained materials like cast iron or austenitic stainless steel scatter sound waves, creating noise that obscures defects. Composites and non-metallics can also be challenging.
- Surface Requirements: Rough, irregular, or coated surfaces can disrupt sound transmission, requiring thorough cleaning or specialized techniques.
- Operator Dependence: Interpreting signals requires extensive training (e.g., Level II certification per ISO 9712). Misreading noise as a defect can lead to costly errors.
- Equipment Costs: High-end UT systems, especially automated ones, can be pricey, though portable units are more affordable.
- Complex Geometries: Irregular shapes or welds with complex profiles can cause unwanted reflections, complicating interpretation.
- Couplant Challenges: Applying couplant can be messy or impractical in certain environments, like high-temperature surfaces.
- Calibration Sensitivity: Inaccurate calibration (e.g., using the wrong block) can skew results, requiring strict adherence to standards.
Understanding these limitations helps technicians mitigate risks and choose complementary NDT test types when needed.
Best Practices for Effective UT
To maximize the effectiveness of ultrasonic NDT testing, consider these practical tips:
- Prioritize Training: Certification programs (e.g., ASNT Level II or PCN) ensure technicians can interpret signals accurately and troubleshoot issues like noise.
- Select the Right Transducer: Match frequency and beam type to the job. For example, use 2 MHz for thick steel plates and 10 MHz for thin welds.
- Calibrate with Precision: Use standardized blocks (e.g., V1, V2, or step wedges) and verify settings for material velocity and probe angle.
- Manage Couplant: Apply a thin, even layer to avoid air gaps without creating excess mess. Water-based couplants work well for most applications.
- Troubleshoot Noise: If signals are noisy, adjust gain, use damping, or switch to a lower-frequency transducer to improve clarity.
- Combine Methods: Pair UT with visual testing or dye penetrant for surface flaws to ensure comprehensive inspections.
- Leverage Automation: For large or repetitive jobs, automated UT systems like robotic crawlers improve consistency and speed.
- Document Thoroughly: Include screenshots of A-scans or B-scans in reports, along with clear notes on defect characteristics and standards used.
These practices help NDT professionals get reliable results and build confidence in their ultrasonic examination procedure.
Emerging Trends in Ultrasonic Testing
While conventional UT remains a cornerstone, advancements are expanding its capabilities. Phased Array Ultrasonic Testing (PAUT) uses multiple transducers to create steerable beams, producing detailed 2D and 3D images of defects. Time-of-Flight Diffraction (TOFD) enhances accuracy for weld inspections by measuring the time it takes for waves to diffract around flaws. Guided wave UT is gaining traction for inspecting long structures like pipelines without extensive access.
Automation and AI are also transforming UT. Automated scanners reduce human error, while AI algorithms analyze signals in real-time, flagging defects with high accuracy. For NDT professionals, staying current on these trends—through training or industry events—ensures you’re ready for the future.
Case Study: UT in Action
Consider a real-world scenario: inspecting a gas pipeline weld. A technician uses a 5 MHz angle-beam transducer in pulse-echo mode to scan for lack of fusion. After calibrating with an IIW block, they apply couplant and move the probe along the weld. The A-scan shows a strong echo at 20 mm depth, indicating a potential crack. By adjusting the probe angle and cross-referencing with ASME standards, the technician confirms the flaw’s size and recommends repair. This showcases how NDT ultrasonic inspection delivers actionable insights in high-stakes environments.
Conclusion
Ultrasonic testing is a powerhouse in the NDT world, offering unmatched precision and versatility for detecting flaws and ensuring material integrity. From the principle of ultrasonic testing to the structured ultrasonic examination procedure, it empowers NDT professionals to tackle challenges across industries—whether it’s a weld in a refinery or a composite in an aircraft. While limitations like material constraints or operator skill requirements exist, best practices and emerging technologies like PAUT are pushing UT forward. For NDT technicians, mastering conventional UT is both a skill and an art, ensuring safety and reliability in a world that depends on flawless performance. So, grab your flaw detector, calibrate that transducer, and let the sound waves reveal the truth.
FAQs (Frequently Asked Questions)
1. What is Ultrasonic Testing (UT) and why is it important in non-destructive testing?
Ans: Ultrasonic Testing (UT) is a non-destructive testing method that uses high-frequency sound waves to detect flaws or characterize materials. It is crucial in industries like manufacturing, aerospace, and construction for ensuring the integrity and safety of components without causing damage.
2. What are the main methods used in conventional Ultrasonic Testing?
Ans: The primary methods of conventional Ultrasonic Testing include Pulse-Echo Testing, Through-Transmission Testing, and Resonance Testing. Each method operates differently; for example, Pulse-Echo sends sound waves and listens for echoes to detect flaws, while Through-Transmission measures sound passing through a material.
3. In which applications is conventional Ultrasonic Testing commonly used?
Ans: Conventional UT is widely applied in weld inspection, corrosion monitoring, and aerospace component inspection. These applications benefit from UT's ability to detect internal defects and assess material conditions effectively.
4. What are the advantages and limitations of using conventional Ultrasonic Testing?
Ans: Advantages of UT include high sensitivity to small flaws and the capability to penetrate thick materials. However, limitations exist, such as dependency on operator skill level, material constraints, and challenges with complex geometries that may affect accuracy.
5. What best practices ensure effective conventional Ultrasonic Testing?
Ans: Effective UT requires proper training and certification for operators to guarantee accurate results and safety. Additionally, selecting appropriate transducers, frequencies, and beam angles tailored to specific testing scenarios enhances inspection effectiveness.
6. What emerging technologies are enhancing Ultrasonic Testing capabilities?
Ans: Advanced techniques like Phased Array Ultrasonic Testing (PAUT) and Time-of-Flight Diffraction (TOFD) are gaining popularity due to their improved detection capabilities. These technologies offer enhanced imaging and flaw characterization but also present challenges such as increased complexity and cost.








