Ultrasonic NDT
Tightening Inspection Standards For In-Service Riser Bolt Inspection
Published on 5th January 2023

Source: https://eddyfi.com/en/appnote/tightening-inspection-standards-for-inservice-riser-bolt-inspection
Bolts, threads, and other fasteners are used in nearly every industry including oil and gas, power generation, aerospace, and by original equipment manufacturers. Although sometimes a small component when compared with an entire asset, bolts and their immediate surrounding area play an important role in ensuring the integrity of the complete structure. In order to ensure there are no anomalies that may threaten the safe operation within the industries that rely on them, these fasteners like riser bolts mandate non-destructive testing. In this application note, we look at how encoded phased array ultrasonic testing not only improves the efficiency and reliability of inspecting these components, but how the technique also offers operators all the necessary recorded information required for post-analysis and comparative monitoring.
Download
Tightening Inspection Standards For In-Service Riser Bolt Inspection
The Challenge
Inspect riser bolts without time-intensive removal of the fastener nor unnecessary downtime.
Factors including the type of metal, processes used in manufacturing, and environmental exposure all make riser bolts prone to flaws like cracks, corrosion, and thread loss which compromises fastener strength over time. Removing bolts is not only a time-consuming process but can also weaken the bolt and surrounding area which can lead to potentially costly failures.
Asset owners seek a reliable “in-situ” inspection alternative that can address the challenges faced with conventional inspection methods such as conventional ultrasonic testing inspection or phased array ultrasonic testing which are not sufficiently effective on their own. In the presence of multiple geometrical echoes (threads) and reflection, signal interpretation can prove difficult. There is also no permanent data recording or position information with current known solutions.
The Solution
In-service phased array ultrasonic testing offers cost-effective, reliable, and improved riser bolt inspection.



To address this problem, Eddyfi Technologies offers a dedicated manual scanner combined with a portable phased array instrument, TOPAZ , which uses high-frequency ultrasonic sound waves to detect anomalies in riser bolts requiring inspection. The technology solution delivers improved characterization and sizing of indications through visualization of inspection data while providing a permanent digital record.
The purpose-built manual scanner has a simple and efficient cable management system that offers encoded rotation as the operator assesses the riser bolt. The radial probe position is adjustable while the inspection probe itself is spring loaded for adequate coupling; this allows the capability to address a variety of bolt types while also fit a range of hex nuts.
The high-performance portable phased array ultrasonic testing device allows for faster and more reliable inspections with up to 64/128PR, two conventional ultrasonic testing channels, multiple probes capability, and 2D matrix array onboard support without the need for any external software.
The fully integrated portable phased array ultrasonic testing instrument with powerful onboard software tools provides operators with the reliable data needed for addressing in-service riser bolt inspections as demonstrated with these test results.
Technique and Test Results
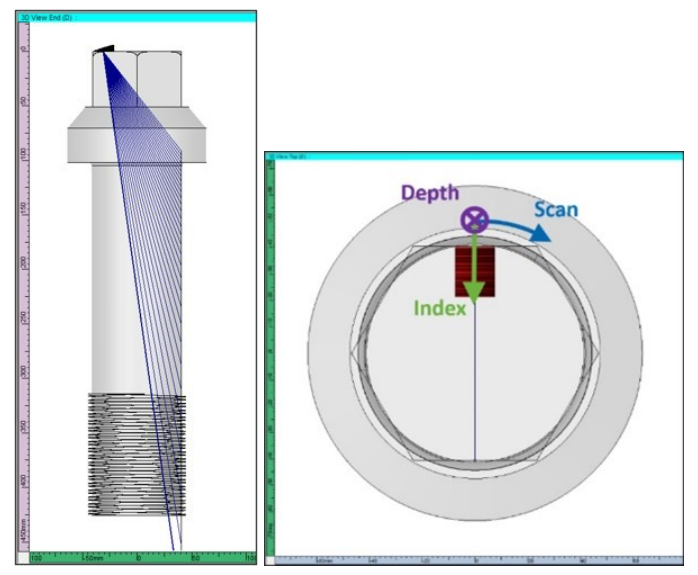
Figure 1: 1D linear array, 5 MHz, 32 elements, Azimuthal scan, generating longitudinal wave beams, focused on the bolt outer diameter surface (“projection” mode), selection of refracted angles through ray-tracing for adequate coverage of the area of interest, guided and encoded rotation of the probe to cover the complete circumference of the bolt.
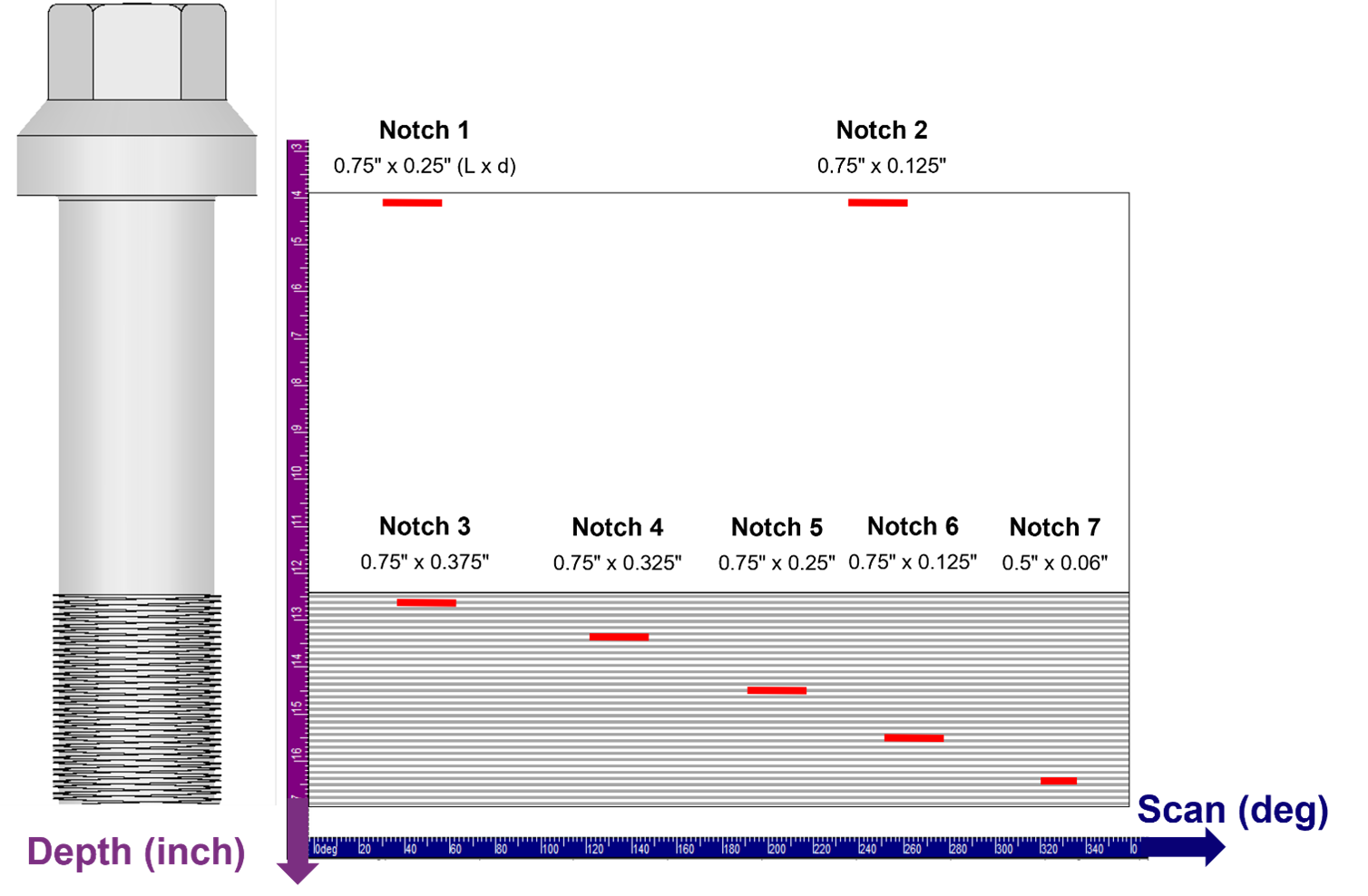
Figure 2: Example of riser bolt with identified predetermined defects.
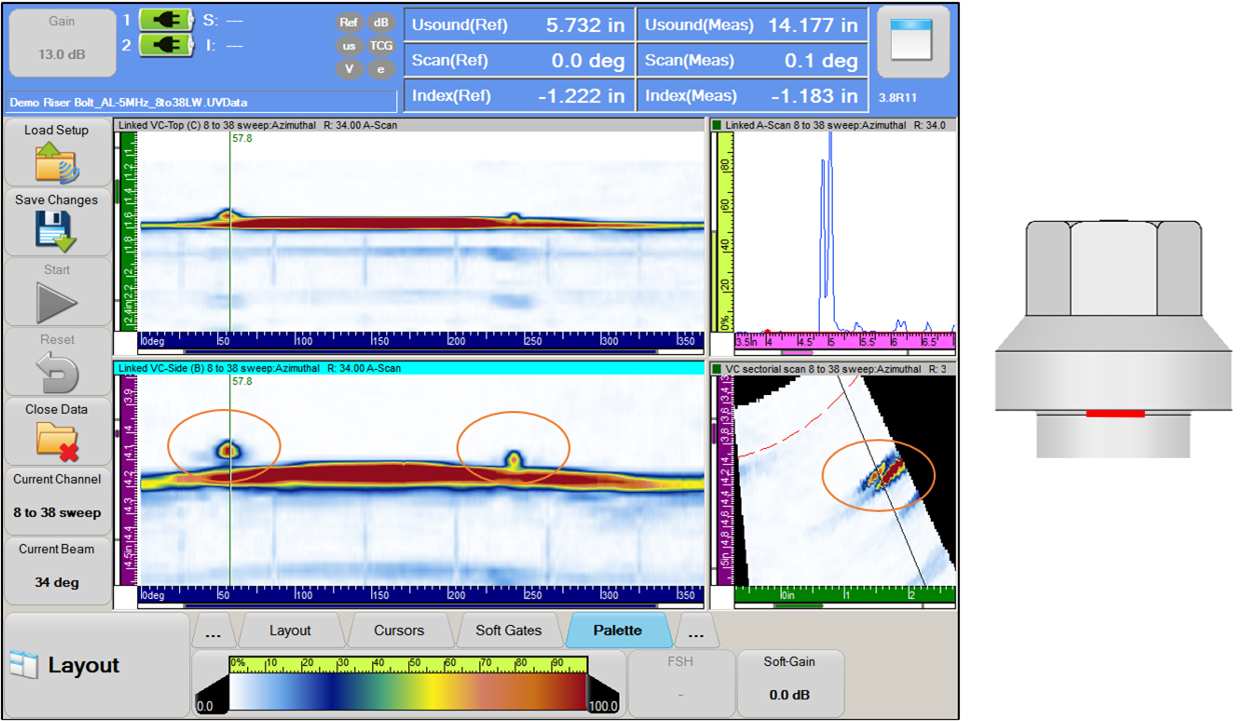
Figure 3: Notches 1 and 2, close to the echo from the bolt geometry, are well resolved by using the linked B-Scan view; detection from A-scan only is challenging.
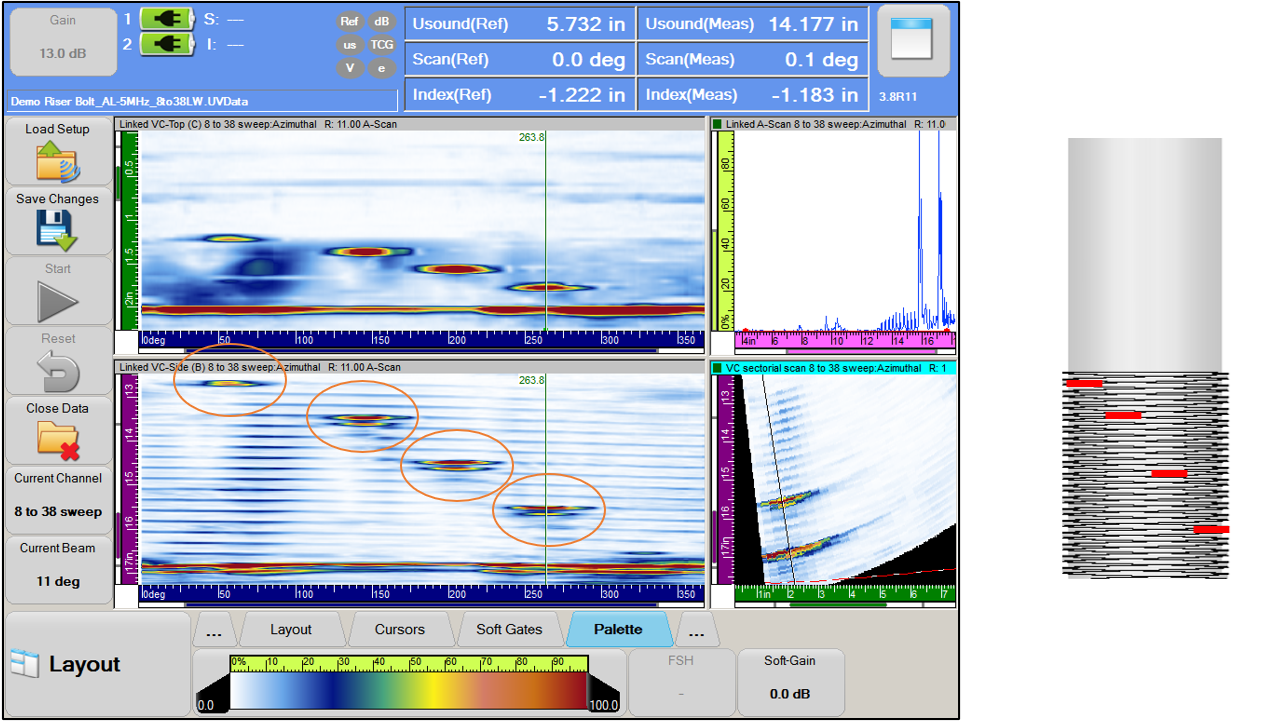
Figure 4: Notches 3, 4, 5 and 6, all in the threaded area, and with depths varying from 3.17 to 9.52 millimeters (0.125 to 0.375 inches), are clearly detected and resolved from the thread signals.
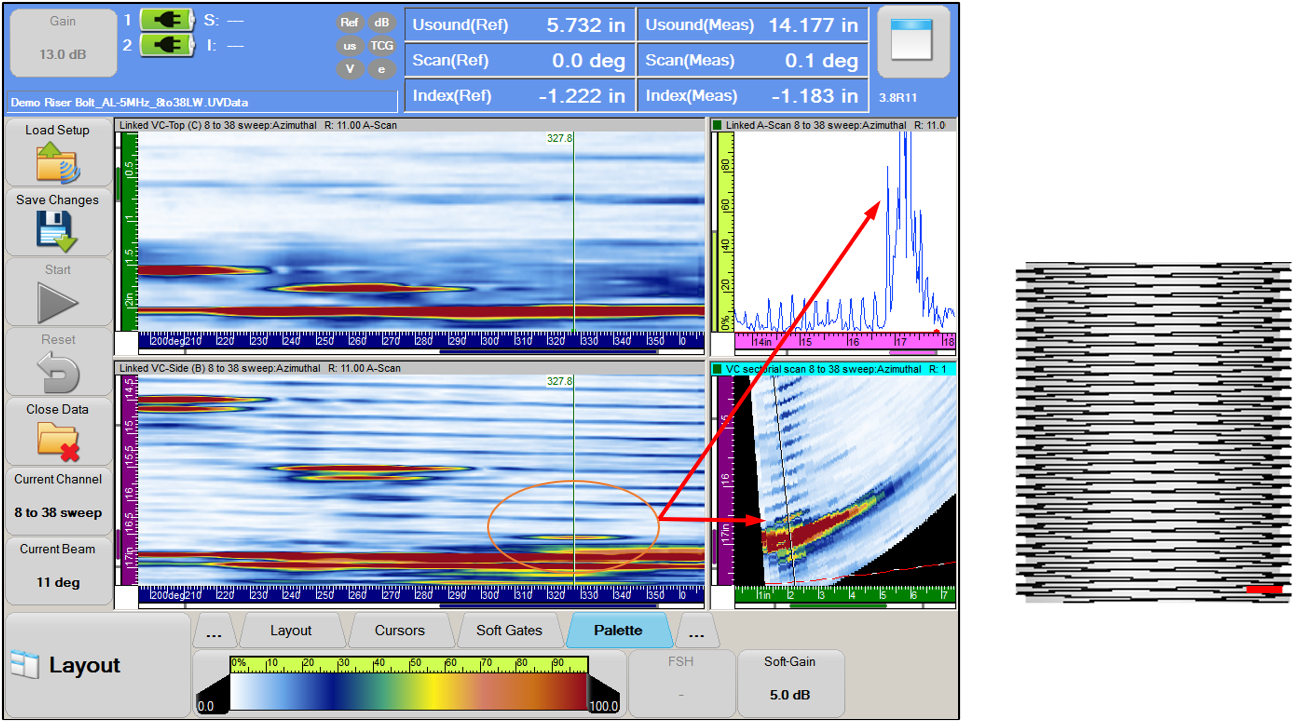
Figure 5: Notch 7, only 1.52 millimeters (0.06 inches) deep and located in proximity of the back wall, can be clearly resolved from the geometry.
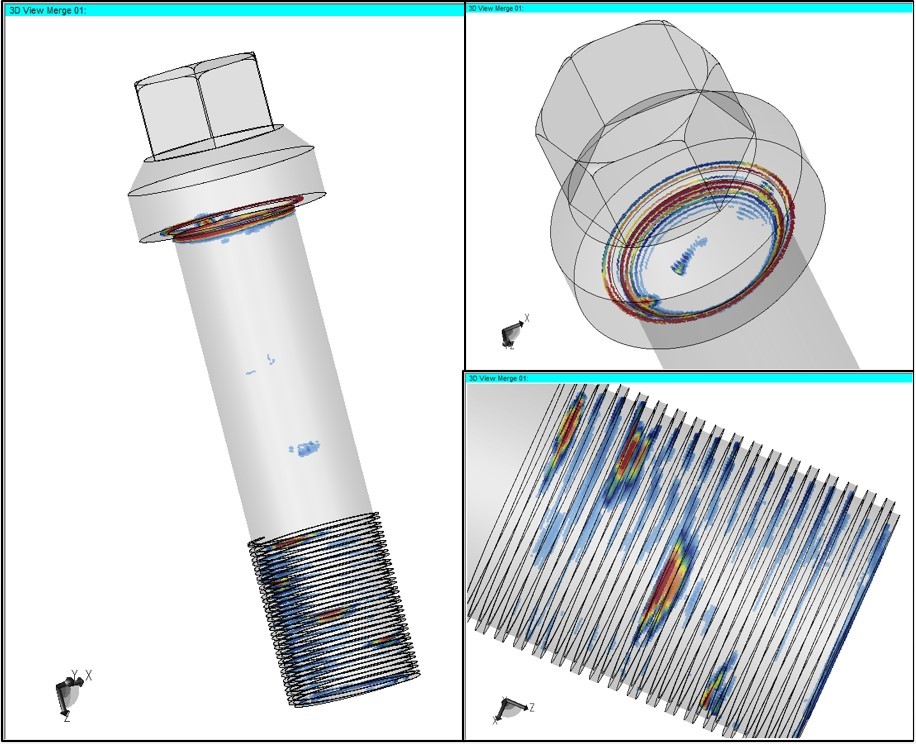
Figure 6: 3D imaging of phased array ultrasonic testing data in riser bolt CAD model, generated with UltraVision Classic 3D software, facilitates data interpretation by end users.








