
Table of Content
- Introduction
- Most Common Welding Methods
- What is the Difference Between a Welder & Welding Operator?
- What is WPS/PQR?
- Standards and Codes
- How to Qualify Welders?
Introduction
This article will guide you or your employer through the process of obtaining a welder qualification certificate.
Welding is a skill-based process that should be controlled by a proper welding procedure (WPS), The welding process involves liquefying the base metal by heating and allowing it to cool to join one together.
The heating can be done by various NDT Methods such as electric arc, gas flame torch, friction stir, electric resistance, or any other means.
There are several Welding methods used in various industries to join materials together.
Most Common Welding Methods
1. Arc Welding
Done by creating an electric arc.
Their subcategories are as below:
a. Shielded Metal Arc Welding (SMAW/ MMAW) Manual Metal Arc Welding

b. Metal Inert Gas Arc Welding (MIG)/Metal Active Gas (MAG)/Gas Metal Arc Welding (GMAW )

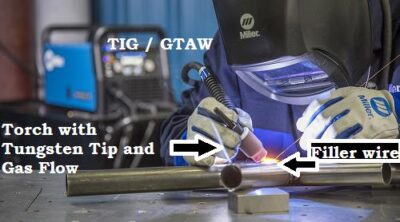
c. Tungsten Inert Gas Welding (TIG/GTAW)
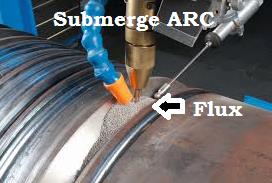
d. Submerged Arc Welding (SAW)
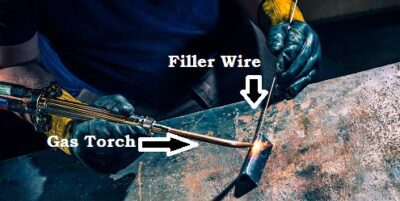
2. Gas welding
Done by flame created from burning gases and heating the metals, for example: Oxy-fuel welding
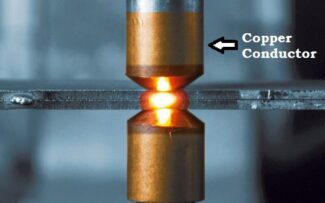
3. Electric Resistance
Done by passing a current through the material itself and applying pressure on the ‘to be joined areas’
4. Friction Stir
Done by heat due to friction caused by rubbing the metals to be joined.

And a lot more………………
What is the Difference Between a Welder & Welding Operator?
The person who operates is called a welder or welding operator.
The person performing Manual Welding and Semi-Automated Welding is called Welder.
The person performing Automated Welding is called a Welding Operator.
The Person performing the weld should carry a welder qualification test certificate, as per many of the industrial standards & project standards.
Companies employing operators with Welding operator qualifications are more likely to be preferred.
A proper welder certificate impresses your client, continue reading to know what the requirements are to qualify as a welder
To obtain a welder certificate of qualification, an operator should refer to a written Welding Procedure Specification (WPS).
What is WPS/PQR?
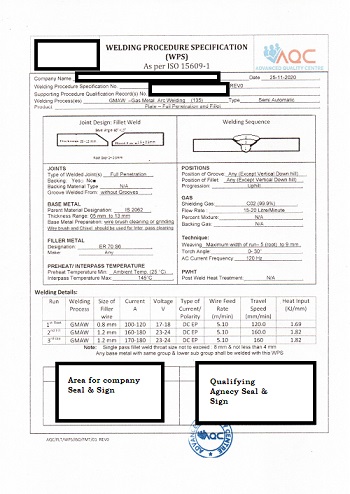
WPS – Welding Procedure Specification
It is the company document that shows the client what Welding process the company is qualified to do and what the range of material grade and thickness range the company is capable of doing and also instructs the welder on the parameters to be set during the welding of a particular grade and thickness using a specific welding process.
Find below the example of Welding Procedure Specification:
Standards and Codes
1. Industrial Standards of International bodies have Welding qualification procedures, A few international bodies are given below:
- International Standards Organization (ISO),
- American Society of Mechanical Engineers (ASME),
- American Welding Society (AWS),
- British Standards of European Nation ( BS EN),
- Standards of Australia and New Zealand (AS/NZS),
- Canadian Standards Association ( CSA )
2. The Reference Standards for Welder Qualifications are given below:
- ASME Section IX – welder qualification for Boilers, Pressure Vessels, and Pipelines
- AWS D1.1 – For Structural Steel Welding
- AWS D1.3- For Sheet metal Welding (up to 5mm thickness )
- AWS D1.6 – For Stainless Steel Structures welding
- ISO 9606 – International Standard for Welder Qualification
- BS EN 287 – British Standard for Welder Qualification (replaced by ISO 9606-1 in 2015)
- AS/NZS 2980 – Australian Structural Welding Standard,
- CSA W47.1 and W59 – Canadian Welding Standards for Welder Qualification
How to Qualify Welders?
Welding operator qualification services are usually carried out at a company’s facilities.
A welder qualification certificate, referred to as a welder test certificate or welder qualification test record, is an official document validating a welder's competence in executing precise Welding procedures and methods.
The welder certificate format affirms that the welder has effectively showcased the essential expertise and understanding to create welds conforming to established benchmarks for excellence and safety.
As per the welder qualification test procedures, Test samples either Plates or Pipes are given to the welder, and the thickness of the plate and Pipe, and the diameter of the pipe are selected as prescribed in the WPS & reference standard, The fit-up is made in the position the welder is to be qualified. The root gap and bevel preparation are as given in the WPS.
The Welding Positions for Welding Qualifications are as below:
- for Butt weld plates and structures: 1G-Flat, 2G-Horizontal, 3G- Vertical (Uphill / Downhill), 4 G- Overhead
- for Fillet Weld Plates and structures: 1F-Flat, 2F- Horizontal, 3F- Vertical (Uphill / Downhill), 4F – Overhead
- for Pipe: 1G- Horizontal Pipe rotated, 2G – Vertical, 3G- Horizontal Pipe Fixed, 6G – 45° inclined, 6G-R – 45° inclined with retainer plate
The welder is made to weld the fit-up test sample, the Welding should be made following the parameters in WPS.
The welded test plate or pipe should be visually tested along with a surface defect detection NDT and Pipe Fitting method.
Other additional tests such as Radiography Testing, Bend Tests, Macro Analysis, Fillet break test, etc, which are specified in the reference standard should be carried out on the welded test coupon.
If all the tests pass, the welder shall be qualified, and a welder test certificate shall be produced with all the essential variables mentioned in it.








