How a Politecnico di Torino spin-off is turning thermography and multimodal sensing into real-time, AI-driven weld quality assurance.
For decades, weld quality has been verified after the fact. Inspectors check a finished part with ultrasonics, X-ray, dye penetrant or destructive sampling, and only then do we learn whether a joint is sound. In a one-off pressure vessel that workflow makes sense. In a modern automotive line producing thousands of tubes, radiators or chassis assemblies per shift, it is becoming a structural bottleneck: defects are caught too late, scrap rates eat into margin, and the data that could explain why a weld failed lives in a different system from the one that produced it.
The industry has been talking about NDE 4.0, in-process monitoring and zero-defect manufacturing for years. The hardware is there. The sensors are there. What has been missing is an integration layer that speaks both languages — process physics and the production line — and that can be deployed without ripping out the welding machine the customer already owns.
Enter Therness
Therness S.r.l. is an Italian deep-tech start-up and an official academic spin-off of Politecnico di Torino, one of Europe’s leading engineering universities. Founded by a team with combined backgrounds in mechanical engineering, computer vision and industrial automation, Therness develops thermographic and optical monitoring systems for industrial processes, with a strong focus on welding.
The company’s mission is straightforward: move quality control from the inspection bay to the welding head itself. Every weld, every part, every shift — measured, traced, scored and learned from in real time.
The Heatcore Platform
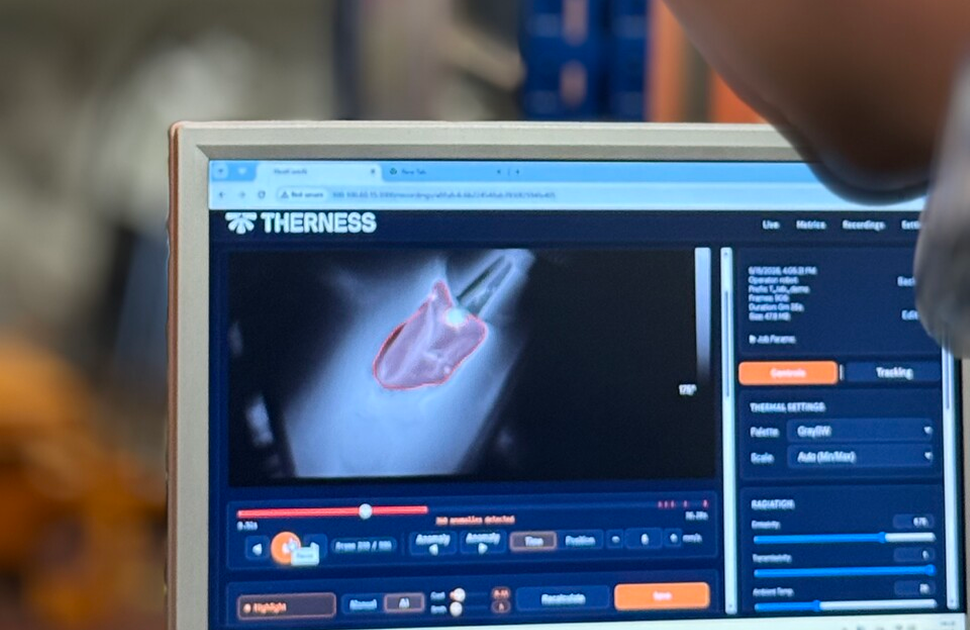
At the heart of Therness’ offering is HeatCore, a hardware-and-software platform for in-process weld quality monitoring. HeatCore acquires synchronised data from one or more sensors mounted directly on the welding station — typically a high-speed thermal camera observing the molten pool and its surroundings — and processes it on the fly through a pipeline that combines physics-based feature extraction with machine learning.
What comes out is not a raw thermogram that an operator has to interpret. It is a weld-level quality score, a defect classification, and a structured record that can be pushed straight into the customer’s MES or quality system. The system can also issue a real-time discrete signal — for example, to actuate an automatic part-diverter so that suspect components never reach assembly.
HeatCore was designed around three principles that recur in every Therness installation:
Vendor-agnostic by design. HeatCore reads the welding machine, but does not require modifying its firmware or PLC logic. It interfaces through standard I/O, OPC-UA or, where useful, simple discrete signals such as a digital output mirroring the welder’s active state. This is a deliberate choice: it makes the system installable on an existing line without re-opening CE certification of the OEM equipment.
Multimodal correlation. Thermography is the primary modality, but HeatCore is built to ingest additional signals — laser profilometry for post-weld geometry, acoustic emission, process current and voltage — and to correlate them in a single timeline. A discontinuity that is ambiguous in one channel is rarely ambiguous across three.
An AI layer that is actually useful. Beneath the dashboards sits a model layer trained on real production data, capable of distinguishing legitimate process variation from incipient defects. The user-facing intelligence includes a built-in assistant that lets quality engineers query their own production history in natural language — "show me every weld in the last 48 hours with a peak temperature drop above three sigma" — and get immediate answers without writing a single SQL query.
The combination matters. There are excellent thermal cameras on the market, and there are excellent machine-vision platforms. What Therness brings is the welding-specific integration between them — the part that customers consistently say they do not have the time, the data or the expertise to build themselves.
Validation on the shop floor
Two industrial sectors illustrate where HeatCore is already creating measurable value: automotive manufacturing and oil & gas.
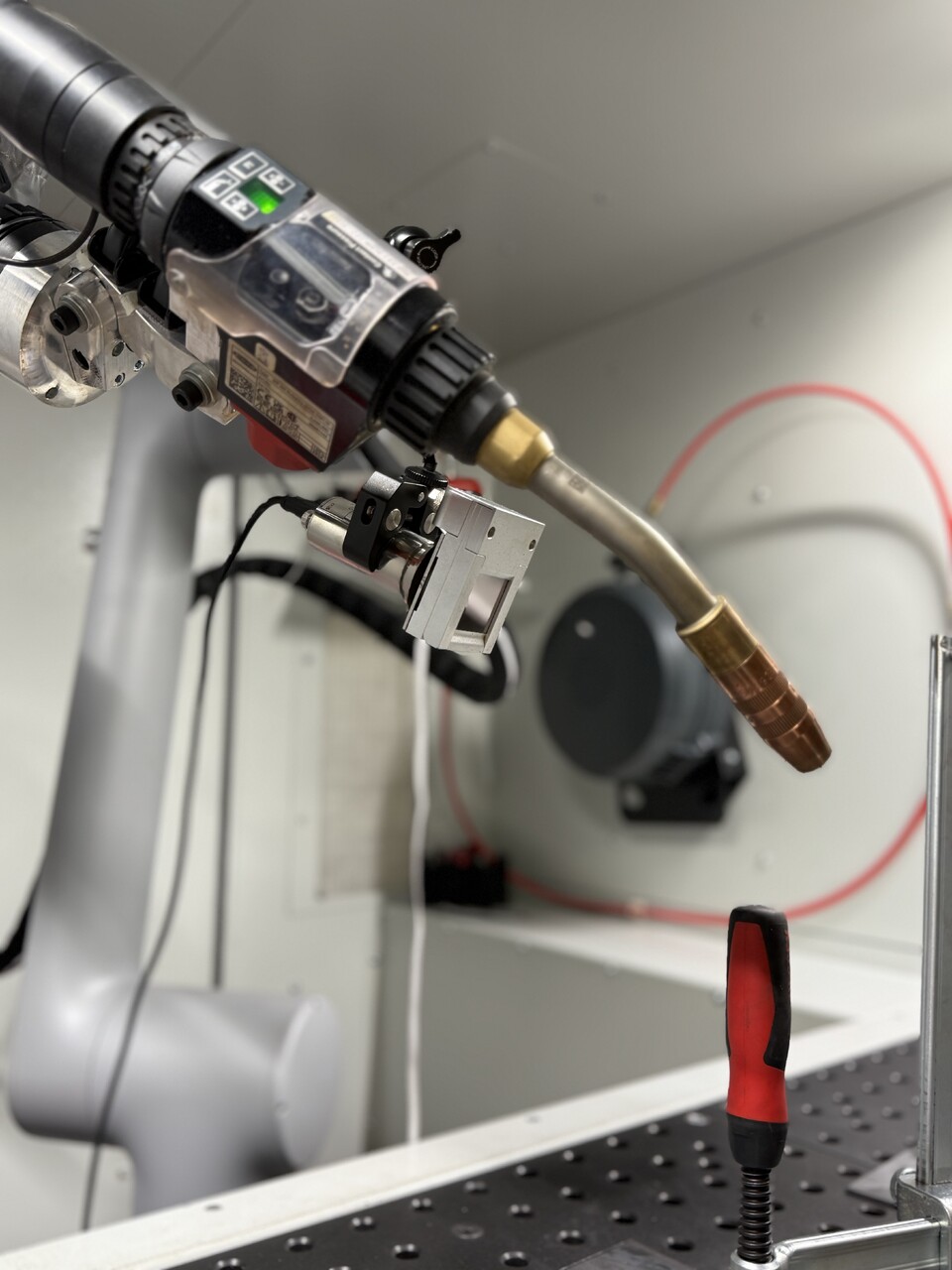
In automotive, the challenge is volume combined with liability. A modern chassis or suspension line produces a weld every few seconds, and many of those joints sit on safety-critical components where a single missed defect can translate into a field failure, a recall or a warranty claim that dwarfs the cost of the part. Therness deploys HeatCore on robotic MIG welding stations producing safety-critical automotive components, monitoring every joint as it is produced, flagging anomalies in real time, and feeding weld-level quality data into the customer’s MES. For the manufacturer, the payoff is twofold: defective parts are intercepted at the welding cell rather than at end-of-line inspection or, worse, after delivery; and every safety-critical weld leaves behind a structured, traceable record that supports both internal quality reviews and downstream documentation obligations toward the OEM.
In oil & gas, the challenge is consequence. Longitudinal seam welds on line pipe, structural welds on offshore equipment and process piping inside refineries are all assets where a single missed defect can mean shutdown, leak or worse. Conventional NDT — radiography, ultrasonics, MT, PT — remains indispensable, but it operates downstream of welding and tells you whether a weld is acceptable, not why it went wrong. HeatCore complements those methods by capturing the thermal signature of every weld as it is being made. The result is an upstream layer of evidence: an in-process record that flags suspect welds before they reach offline NDT, helps prioritise the inspection queue, and gives metallurgists a process-level explanation when a defect is later confirmed. On tube and pipe welding machines, HeatCore is integrated without modifying the OEM equipment’s firmware or PLC logic, preserving the existing CE certification of the welding asset.
The two sectors share a pattern. The customer keeps their welding asset, their PLC and their existing NDT workflow. What changes is that every weld now carries a measured, traceable, queryable quality signature — and the conversation moves from inspecting parts to managing the process that produces them.
What makes Therness a Startup to Watch
The NDT and weld-quality space is not short of players. What sets Therness apart is the combination of four things that rarely come together in one supplier:
- Academic depth, industrial pace. The team is rooted in Politecnico di Torino research on welding physics, computational mechanics and computer vision, but the company operates as a product business with multi-site deployments, not as a consultancy.
- A platform, not a black box. HeatCore is modular. Customers can start with thermographic monitoring on a single station and grow into multi-sensor, multi-line deployments with the same data model and the same dashboards.
- Built for retrofit. Most welding equipment on the planet was installed before in-process monitoring was a serious requirement. Therness explicitly engineers for that installed base, instead of asking customers to wait for their next capex cycle.
- Designed for traceability, not just inspection. Every weld becomes a record. That record is what makes warranty defence, root-cause analysis and supplier qualification possible — and what positions HeatCore as an enabler of zero-defect manufacturing rather than yet another inspection silo.
Looking Ahead
Therness’ roadmap extends naturally into adjacent quality-control domains: post-weld optical inspection with low-cost laser profilometers, control-room platforms that aggregate quality data across an entire supplier base, and AI-assisted process tuning that closes the loop between monitoring and parameter selection. The common thread is the same as on day one: make in-process intelligence accessible, retrofit-friendly, and economically justifiable.
For NDT professionals, quality managers and welding engineers looking to move beyond after-the-fact inspection, Therness is a name worth tracking. The team welcomes discussions with system integrators, OEMs and end users — particularly in automotive, oil & gas, energy, and heavy industry — interested in piloting HeatCore on their own welding lines.
Learn more: https://www.therness.com/








