
Is the steam trap working correctly or is it defective? Digital ultrasonic testing technology provides the answer. Energy losses are reduced and process stability is increased.
Steam traps that no longer close prevent optimum heat transfer and thus have a significant impact on the energy efficiency, cost-effectiveness and process stability of a steam system. Blocked steam traps and thus more condensate in the steam system, on the other hand, lead to accelerated corrosion, affect process and product quality and, in the worst case, can cause dangerous water hammer and unplanned downtime. Regular steam trap inspection is therefore essential.
How much does a defective trap cost?
Experts estimate that over 20 percent of the steam produced is lost due to leaking steam traps. Through just one leaking steam trap (thermodynamic bimetallic, DN25, system pressure 11 bar), approx. 22 kg of steam per hour and thus approx. 190 t per year are lost (at 8,400 operating hours per year). With generation costs of 35 €/t steam, this loss adds up to approx. 6,600 € per year. Digital ultrasonic testing technology helps the maintenance engineer to detect and replace defective traps.
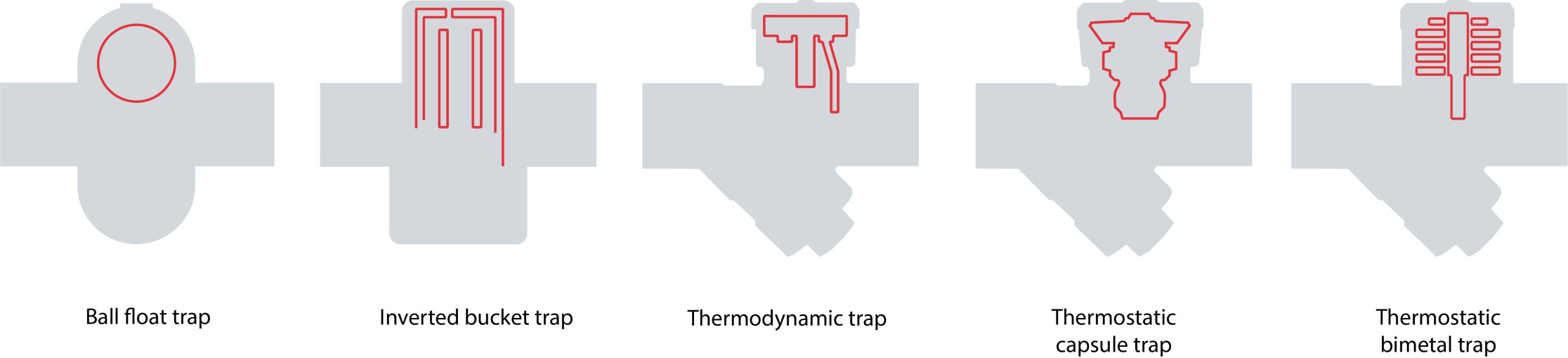
Before the inspection process, the type and operating principle of the steam traps should be known, as well as the system pressure and temperature. In open systems, even the first impression can tell a lot about the condition of the traps. An indication of a defect could be, for example, the absence of condensate at the condensate outlet. The inspector obtains a more precise picture with the aid of combined temperature and ultrasonic measurement. Depending on the design, a functioning trap opens and closes continuously or discontinuously and generates characteristic ultrasonic signals during this process. To record the high-frequency signals, SONOTEC has developed the SONAPHONE digital ultrasonic testing device with the SteamExpert app, the BS20 broadband ultrasonic and temperature sensor, and the SONAPHONE DataSuite PC software.
The first step is to measure the temperature at the inlet and outlet of the steam trap. The integrated infrared temperature sensor in the BS20 detects the surface temperature without contact. The temperature can be used, for example, to determine whether the steam trap is at the expected operating temperature or whether it tends to be too cold (condensate build-up) or too hot (leaking) depending on the system pressure. With respect to the operating principle of the trap, the difference in temperature at the inlet and outlet is also evaluated.
Broadband ultrasonic analysis
However, temperature measurement alone is not sufficient for reliable condition assessment. To determine a leaking steam trap, a broadband recording of the ultrasonic signal in the frequency range from 20 to 100 kHz is needed. For this purpose, the BS20 structure-borne sound sensor is placed outside over the outlet opening of the steam trap. For the evaluation of the trap, it is important to know which type of trap is being tested. With the integrated trap database this is no longer a problem.
Steam traps have different noise characteristics depending on type, manufacturer and point of installation location. Whereas testers used to have only an analogue, acoustic signal to evaluate the traps, today it is easier to look at the touch screen of the digital tester. The broadband spectrogram from 20 to 100 kHz makes it much easier to analyse the condition.
The SteamExpert app on the SONAPHONE accompanies the inspector during the entire inspection process - from the creation of the inspection point to temperature and ultrasonic testing to documentation and evaluation. The evaluation can be done on site or afterwards on the PC with the SONAPHONE DataSuite software. For the PC software, the SteamExpert module has been available since 2021, which was developed explicitly for steam trap testing, loss estimation and reporting.
Advantages of the complete solution at a glance
→ Reduction of energy costs by more than 20 %
→ Increase process stability
→ Easy determination of all traps
→ Fast and intuitive test procedure
→ Efficient data collection
→ Integrated trending and reporting
→ Tools for steam loss determination
Source: https://www.linkedin.com/pulse/steam-trap-testing-reduce-energy-costs-increase-process-stability-/








