
Introduction: Valve inspection today and its challenges
Valves are critical components in nearly every industrial process, from regulating steam flow in power plants to controlling gas, crude or chemical transfer in refineries and chemical plants. Their proper operation is vital for maintaining safety, efficiency, and environmental compliance. However, valve seat leakage where media escapes through a supposedly closed valve remains a common and costly maintenance challenge faced by industrial operators today.
According to industry estimates, between 5% and 10% of industrial valves leak internally. These leaks, often undetected by visual inspection or traditional monitoring techniques, can result in product losses, production inefficiencies, safety risks, and non-compliance with increasingly strict environmental regulations. The issue is especially significant in critical applications involving hazardous materials or pressurized systems.
Despite the risks, valve inspections have traditionally often relied on test benches or intrusive methods that require equipment shutdowns, valve removal, and manual diagnostics. These techniques are time-consuming, costly, and dependent on expert know-how. Moreover, the subjective nature of human interpretation in traditional diagnostics increases the likelihood of inconsistent results.
The solution: Acoustic emission and smart inspection technologies
To address these challenges, Senseven has introduced an innovative technology that combines Acoustic Emission testing (AET) with Artificial Intelligence (AI). AE refers to the transient elastic waves generated by sudden internal stress redistributions in a material, such as those caused by fluid turbulence from a leak. By capturing and analyzing these waves, engineers can identify whether a valve is leaking without disassembling or removing it.
This is where AI enhances the process. By training machine learning algorithms on thousands of real-world valve inspection data points including different valve types, sizes, operating pressures, and leak scenarios AI can interpret AE signals to determine if a leak is present and estimate its severity in real time. The use of AI reduces dependence on expert judgment and provides objective, reproducible results.
Senseven’s Valve Sense solution digitizes and standardizes valve inspection processes. It connects an AE sensor with a smartphone and the Senseven software guides the user through the inspection process. The system automates data interpretation and generates immediate insights, enabling operators to conduct inspections quickly, without disrupting operations. This smart, mobile, and user-friendly device represents a significant leap in leak detection capabilities for industrial valves.

Figure 1: Valve Sense inspection system: provides immediate qualitative and quantitative results on site
Already today, global players trust the solution and apply it in different industrial settings.
A case study: Montrose Environmental
Montrose Environmental, a leading environmental services company in North America, supports industrial clients in maintaining emissions compliance and offers valve inspection as a service, among other things, inspecting thousands of valves per year.
The company recently partnered with Senseven and acquired Valve Sense systems in order to conduct valve inspection services at different clients’ sites.
One recent service was conducted at a Canadian gas processing plant. In such processes, critical valves can be found in different production steps. E.g. valves in the scrubber unit to bypass or maintain the scrubber. Level control valves to drain accumulated liquids, suction and discharge isolation valves for compressor maintenance and protection and pressure relief valves to prevent overpressure incidents (just to name a few examples).
The goal was to improve leakage detection, reduce emissions, and eliminate the need for extensive valve disassembly or shutdowns. Montrose needed a scalable solution that could be deployed quickly across multiple sites, deliver accurate leak assessments, and produce automated documentation and reporting.
Step-by-Step Digital Inspection Process
Step 1: Preparation and valve selection
Montrose selected 295 valves for inspection, including 160 ball valves, 115 plug valves, 9 globe valves, and 11 pressure relief valves. These valves were distributed across high-pressure systems ranging from 6 to 90 bar. AE-sensor compatible access was ensured by removing insulation or using existing inspection ports.
Key preparation criteria included:
- The valve could be safely closed during testing
- Known medium type (e.g., gas, steam, liquid)
- A measurable pressure differential across the valve (min 1 bar for gas)
- Safe and accessible contact points for sensor placement
Step 2: Field measurements with Valve Sense
The Montrose team used the Valve Sense system to conduct inspections. Each valve was measured at five distinct contact points to capture a comprehensive AE profile. The AE signals were automatically processed by the system’s AI engine, which filtered out background noise and identified patterns indicating through-seat leakage.
Thanks to the smartphone-based app, operators received instant feedback. More than 50 valves were identified as having internal leaks. Each inspection took approximately 2 minutes, allowing the team to maintain a fast pace across the site.
The AE signal spectrum ranged from 25 to 500 kHz, and the system was able to distinguish between minor signal disturbances and true leak indicators. Signal interpretation traditionally performed by experts was now handled entirely by algorithms and AI models, trained on over 5,000 validated data samples.
Step 3: Reporting and immediate action
One of the biggest advantages of the Valve Sense system is its ability to generate immediate and standardized inspection reports. Upon completing measurements, Montrose technicians used the system to auto-generate reports, complete with leak rates, signal profiles, and valve metadata.
These reports were automatically uploaded to Montrose’s cloud-based emissions data management platform and the Senseven Cloud. This allowed maintenance personnel to take immediate action such as greasing suspect valves or scheduling further repairs and update each valve’s service history in real time.
The platform not only streamlined regulatory documentation but also helped the client begin developing a predictive maintenance schedule based on condition monitoring, rather than relying solely on calendar-based servicing.
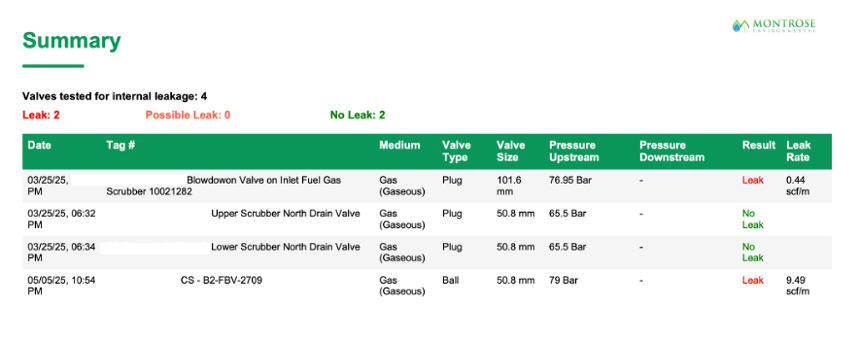
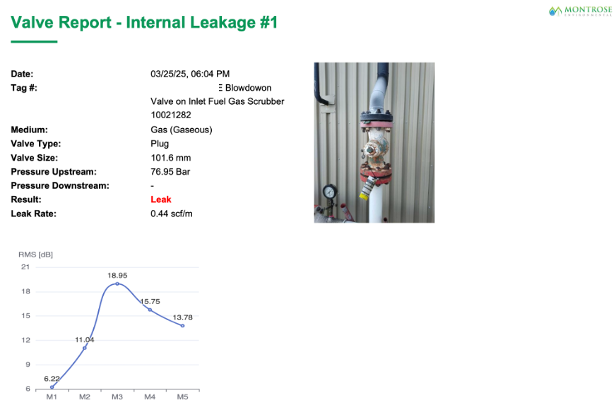
Figure 3: Automated reporting on the smartphone or in the Senseven Cloud
Step 4: Validation and long-term benefits
Unlike traditional test bench inspections, which require physical removal of valves and significant downtime, the Valve Sense system enabled Montrose to confirm leak presence and size with no operational interruptions. In follow-up checks, maintenance crews re-inspected the valves post-servicing and validated that previously detected leaks had been resolved.
The digital inspection history was securely stored, enabling easy retrieval for audits or further trend analysis.
Conclusion: Enabling smarter, safer, and more sustainable plants
The Montrose case study demonstrates how acoustic emission and AI are transforming valve inspection from a laborious, subjective process into a fast and objective solution. By integrating sensors, software and intelligent algorithms, the Valve Sense system empowers even non-experts to carry out reliable diagnostics in the field.
In doing so, industrial operators can:
- Reduce emissions and comply with tightening regulations
- Minimize maintenance costs through early detection
- Avoid unplanned downtime from undetected leaks
- Create traceable digital valve histories for compliance and audit
Ultimately, the combination of AE and AI redefines valve maintenance as a proactive, data-driven activity. It ensures that plants remain safer, cleaner, and more efficient without requiring invasive inspections or extended downtime. In an age of digital transformation and environmental accountability, such tools will play a central role in the future of industrial reliability.








