
A fillet weld is a weld type that joins two components along their edges, forming a triangular cross-section, resembling an elongated triangle or fillet. Commonly utilized in structural and fabrication contexts, fillet welds provide strength and continuity between metal parts.
They feature two "legs" contacting the joined surfaces and a "throat" distance that impacts joint strength. The weld's size is determined by leg length or throat thickness, accounting for material thickness and load-bearing requirements.
Fillet welds are employed in lap, T, and corner joint configurations, formed using various welding methods such as shielded metal arc welding (SMAW) or gas metal arc welding (GMAW).
Accurate fillet welding is vital for ensuring robust, safe, and enduring connections in structures and components.
AWS D1.1 and AWS D1.2 represent established regulations released by the American Welding Society (AWS), focusing on the realm of welding techniques and protocols.
These standards offer comprehensive instructions and precise criteria for welding across diverse sectors. The content of each of these standards covers the following:
- What is the tolerance for fillet weld sizes as per AWS D1.1?
- What is the weld size tolerance?
- What is the required fillet weld size for structures?
Selection Of Fillet Size
The selection of fillet size in both AWS D1.1 and AWS D1.2 involves specific guidelines and considerations tailored to the respective standards and the materials being used.
Fillet welds are commonly used to join two surfaces at an angle, creating a triangular cross-section. Here's how the selection of fillet size is addressed in AWS D1.1 and AWS D1.2:
Acceptance criteria clauses for Weld Profile in AWS
AWS D1.1 primarily revolves around the welding of structural steel elements employed across a spectrum of industries, encompassing constructions, bridges, and diverse steel structures.
It encompasses a wide range of subjects like welding procedures, preliminary procedure validation, welder qualification, foundational materials, joint configuration, scrutiny, and the assurance of quality.
Within its provisions lie comprehensive directives for a variety of welding techniques, embracing shielded metal arc welding (SMAW), gas metal arc welding (GMAW), flux-cored arc welding (FCAW), submerged arc welding (SAW), and more.
Moreover, AWS D1.1 addresses challenges linked to the qualification of welding procedures, the interpretation of Welding Symbols, and the subsequent procedures following welding activities.
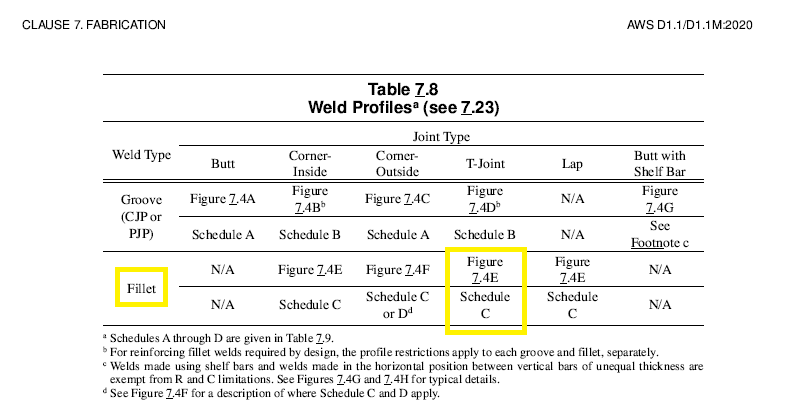
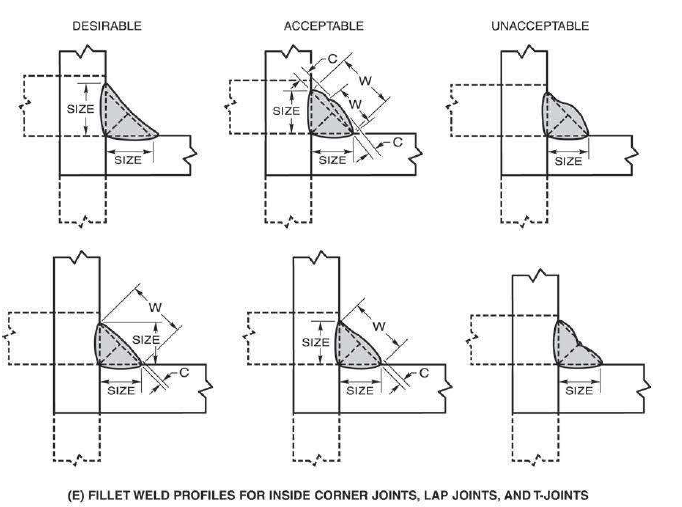
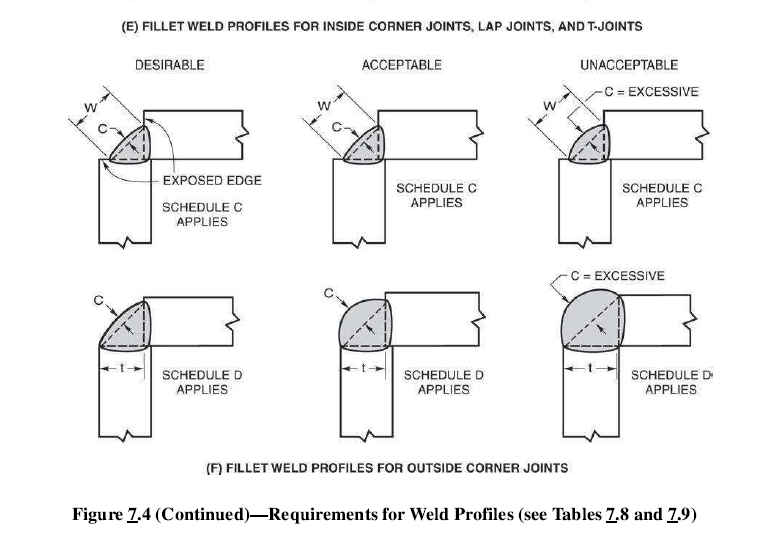
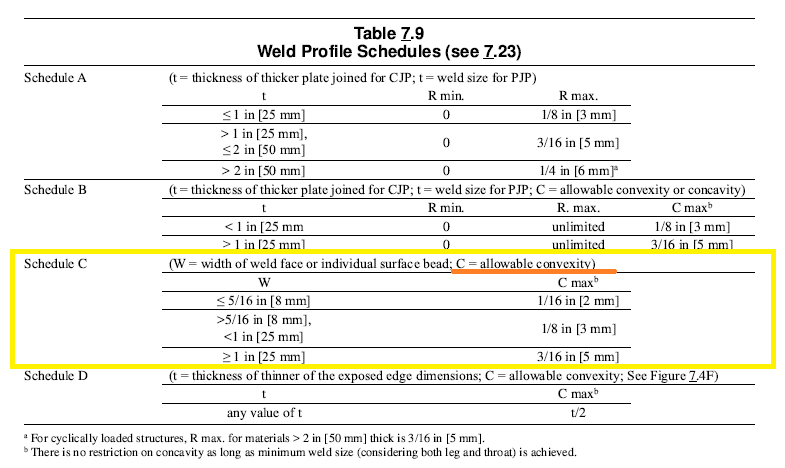
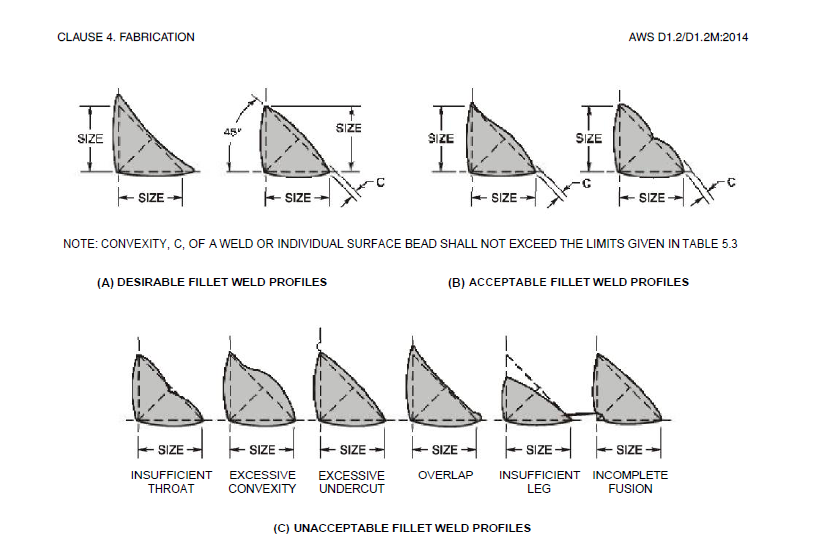
7.23.1 Fillet Welds. The faces of fillet welds may be slightly convex, flat, or slightly concave as shown in Figure 7.4
and as allowed by Tables 7.8, 7.9, 8.1, and 10.15.
Also Read, Preheating in Welding Procedure Specification
Recommended Weld Profile In AWS
Within AWS D1.1, the weld profile denotes a weld's cross-sectional form and measurements, encompassing reinforcement height, penetration, minimum weld thickness, and fillet weld thickness.
The standard sets forth permissible profiles for diverse joints and processes to assure structural soundness and load-bearing capability. Adequate reinforcement, penetration, minimum weld thickness, and fillet weld thickness are stipulated to evade weak spots or distortion.
Specifications for weld contour prevent stress concentrations. AWS D1.1's directives uphold consistent, robust, and secure welded steel structures.
Recommended weld profile
Allowable Reduction In Throat Convexity
Also Read, Welding Symbols
Conclusion For AWS D1.1
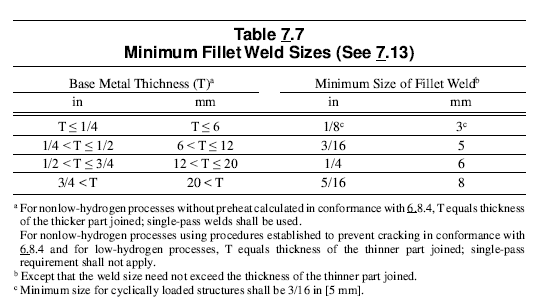
- Minimum fillet weld size (leg length) to be achieved as per Table 7.7, the same shall be in the drawing too.
- Under-size of fillet weld size (leg length) is not acceptable, Throat thickness convexity acceptance criteria are shown in Table 7.9
- Over-size is not described in the standard but can be mutually agreed upon between the client and manufacturer through a contract document, if not additional Fillet size is allowable.
- But the Weld profile or reinforcement should be as allowed in the figures shown above.
Acceptability Criteria As Per AWS D1.2 (Aluminium)
AWS D1.2 is tailored to the precise arena of welding aluminium structures, a domain encompassing maritime and other sectors where aluminium materials find extensive application.
This standard addresses a multitude of aspects, ranging from welding methodologies and the endorsement of welder qualifications to foundational materials, the intricacies of designing aluminium weldments, and meticulous quality management protocols.
Within its provisions, one finds an array of explicit directives for diverse aluminium welding processes, notably including gas tungsten arc welding (GTAW) and gas metal arc welding (GMAW) suited for aluminium.
Notably, AWS D1.2 places a strong emphasis on the idiosyncratic attributes of aluminium welding, which entail considerations such as material characteristics, the preparation of joints, the judicious selection of filler materials, and the proactive deterrence of imperfections.
Tolerance As Per AWS D1.2
As per AWS D1.2, which refers to the welding of aluminum structures, tolerance refers to the allowable deviation from specified dimensions, measurements, or other requirements outlined in the standard.
Tolerance limits are defined to ensure that the manufactured or welded components meet the intended design and performance criteria while accounting for the inherent variability in fabrication processes.
Tolerance values are typically provided in AWS D1.2 for various aspects such as dimensions, fit-up, welding procedures, and quality control.
These tolerances ensure that the final welded structure maintains the required structural integrity, appearance, and functionality.
Conclusion For AWS D1.2 (Aluminium)
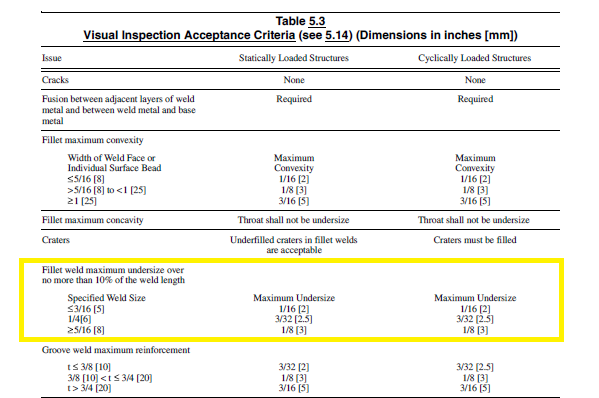
- Maximum convexity & Maximum Undersize is given in the above table.
- Excess Weld Size is not a criterion for rejection as per AWS D1.2 as there it is not mentioned in the standard.
- Again, if required the maximum size shall be mentioned in the drawing with mutual agreement between the client and manufacturer or shall be specified in the contract document.
References
American Welding Society AWS D1.1, AWS D1.2








