
Table Of Contents
- History of Eddy Current Testing
- Principles of Eddy Current Testing
- How Eddy Current Testing Works: Procedure
- Advantages and Limitations
- Conclusion
- FAQs
Consider an aircraft in the process of take off. Each rivet, each skin panel and each turbine blade must be perfect in order to ensure the safety of hundreds of lives due to the fact that only a thin crack is enough to kill the people. Think of a tool that can identify these hidden flaws without a cut, or a cut, or even without a touch of the surface- a means that will tell you whether a part is sound, safe, and fit to serve. That instrument is Eddy Current Testing (ECT), a technology with a record of proven reliability in non-destructive testing (NDT) that has become indispensable to aerospace professionals, car manufacturers, power companies, and research scientists all over the world.
NDT specialists/researchers are aware that inspection methods are not identical. Eddy current testing is unique in that it is fast, accurate and versatile. ECT helps industries to perform legally required checks to detect corrosion in aircraft fuselages, checks performed on the automotive parts to confirm that heat treatment is done properly, as well as checks in the check of the tubes in nuclear reactors, etc to ensure that the manufacturing process does not lead to a break down before the industry incurs a costly shut up and safety challenge. Its non-imposing quality, capacity to detect even the tiniest blemishes (0.5 mm) and capabilities to work in hot and submerged surfaces makes it non-debatably essential in the high-stakes playing world of the modern engineered world.
In this article, you will know more than just what eddy current testing is a definition of-you will be able to walk away with a wholly different awareness of why it is important and how it is used in various industries. We shall see how it has evolved historically, what electromagnetic principles lie behind inspecting, how the step-wise process of inspection is conducted, and what are the different types of probes and techniques. You will also see its strengths, weaknesses, its use in the real world, international standards and latest technological innovations such as AI-based signal analysis and eddy current arrays.
You will not only come to know about the principles of eddy current testing, but also how you can use this knowledge in your inspections, research, or as an industrial practitioner. Challenging the rules and regulations of the NDT field, this guide provides you with versatile knowledge and authoritative information that you can use to make knowledgeable and informed decisions and improve the inspection process.
1. History of Eddy Current Testing
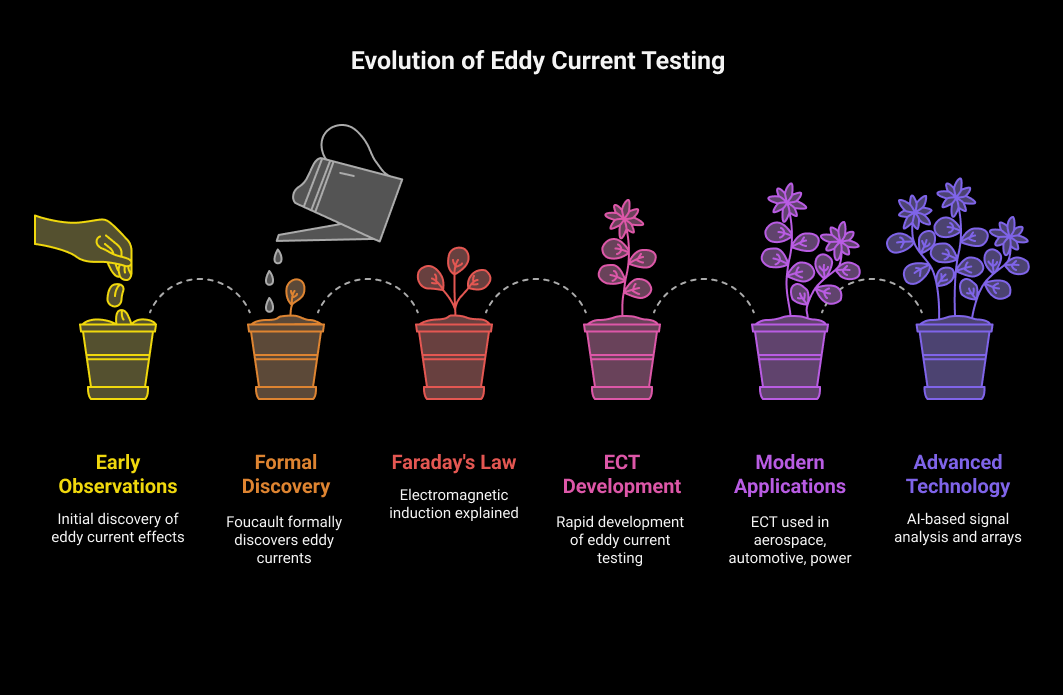
The development of eddy current testing originated in the 19th century and solved the mysteries of electromagnetism. Eddy current effects were first seen by Francois Arago in 1824, but it was formally discovered by Leon Foucault in 1855 based on the discovery by Michael Faraday of the law of electromagnetic induction in 1831. The work of Faraday gave rise to ECT as it rapidly became known that a moving magnetic field generated an electric current in a conductor.
The practical application of this appeared in 1879 when David Hughes patented how conductive materials could change the behavior of a coiled wire differentiating between the metals. But commercial feasibility came in during World War II courtesy of a German professor, Friedrich Forster who modified the technology to an industrial application. After the war, Förster started a company of ECT instruments, its scope being extended to sorting of materials and measurement of their thickness.
By the mid-20th century, ECT was already popular in the aircraft and manufacturing industries to inspect non-ferrous alloys. Industrial applications were adapted in the 1930s and by the 1950s it was standardized to tube and weld inspections. Developments in electronics in the 1970s and 1980s led to digital instruments, multifrequency methods and array probes, which increased sensitivity and coverage.
Today, ECT is one of the pillars of NDT, which is developing through the implementation of digital signal processing and the integration of systems with automation. Its development can be traced to the state of theoretical interest to becoming an indispensable industrial instrument due to the necessity of having a non-destructive inspection in more complex engineering structures.
2. Principles of Eddy Current Testing
Eddy current testing is based on electromagnetic induction, in which an alternating current (AC) flows in a coil to create an oscillating magnetic field. This is injected into a conductive test piece that causes eddy currents which act in accordance with Lenz’s Law, eddy currents induced will be in opposition to the change in the magnetic field.
The eddy currents then induce a secondary magnetic field which interacts with the primary field, changing the coil impedance which is a combination of resistance and reactance. The changes in impedance are observed with a view of detecting anomalies. Among the factors that influence these changes, electrical conductivity of the material, magnetic permeability of the material and presence of discontinuities (cracks or voids) interrupting the flow of eddy currents come to mind.
Conductivity influences depth of penetration: materials with high-conductivity properties like copper restrict eddy currents closer to the surface whereas a material of lower conductivity allows further penetration. Permeability, which is greater in ferromagnetic materials such as ferritic steels, decreases penetration and thus makes ECT more difficult to perform on welds in such materials. The most important factor is the frequency that is selected, high frequencies (up to MHz) have high PC of detecting surface defects but with shallow depth and low frequencies (Hz-kHz) are better at depth but just less sensitive.
Phase lag which is the time between the primary field and eddy currents is useful in the characterization of defects. Defects will produce a shift in phase, and width changes, which can be analyzed through impedance planes or scopes. Calibration on reference standards-adjusting the test materials properties-corrects accuracy, factoring in lift- 0ff (distance of the probe to the surface) effects.
For researchers, mathematical modeling of ECT involves solving Maxwell's equations for electromagnetic fields. The skin depth (δ), where current density drops to 1/e of its surface value, is given by δ = 1 / √(πfμσ), where f is frequency, μ is permeability, and σ is conductivity. This equation underscores the trade-off between depth and sensitivity, guiding probe design and signal interpretation in advanced applications.
3. How Eddy Current Testing Works: Procedure
An ECT inspection is a scientific process with a standard protocol to follow in order to have reliable outcomes. Equipment setup includes placement of the instrumentation to the probe, selection of frequency, depending on what type of material plus defect types are expected-typically 10 kHz to 10 MHz and calibration using standards with created defects simulating real defects.
There is minimum surface preparation, and no couplant is required; the test piece should be free of contaminants that may interfere. The probe in question is typically a coil assembly, which is brought close to, or directly on the surface. When AC energizes the coil a magnetic field is created, which induces eddy currents.
Signal generation takes place while the probe is used to scan the surface. Fault-induced perturbations to the eddy currents may cause the voltage or the impedance of the coil to vary. This instrument detects such changes, with it being possible to use a receiver coil or detect some primary coil changes.
Data analysis makes sense of the signals typically represented as amplitude-phase plot or C-scans. Experienced operators interpret the signals to size, depth and type, using known defect signatures, providing estimates. In the case of tubes, one inserts and pulls through probes, checking the inside of the tube itself against corrosion or cracking.
Finally, the final processing can consist of denoising of lift-off or permeability fluctuations. The whole process is short and allows receiving prompt feedback, yet only trained staff should conduct it or there are risks of misinterpretation. Robotic scanning provides a high level of consistency over large areas in automated applications.
Equipment and Probes
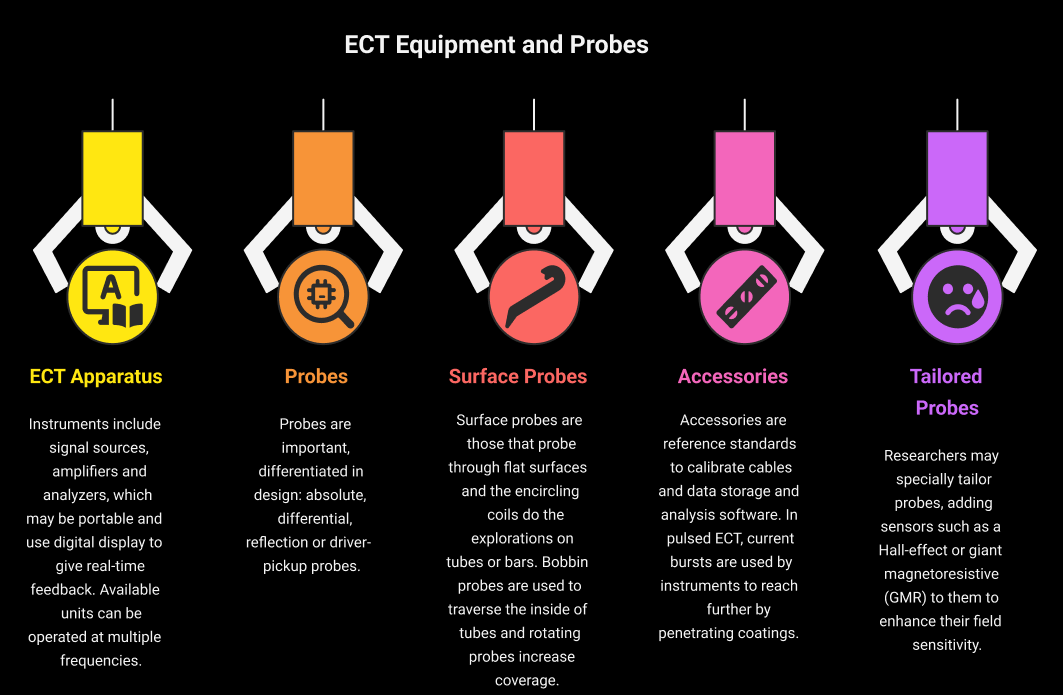
- ECT apparatus consists of instruments and probes that are specific to the tasks. Types of instruments include signal sources (generators), amplifiers and analyzers, which may be portable and use digital display to give real-time feedback. Available units can be operated at multiple frequencies so as to eliminate noise and yield enhanced defect discrimination.
- Probes are important, differentiated in design: absolute probes have one coil that is most useful as a general flaw detector and conductivity probes; differential probes have two opposing coils that are most sensitive to small flaws and insensitive to gradual changes; reflection or driver-pickup probes, where excitation and sensing are separated, are most sensitive.
- The surface probes, whether of pencil or pancake type and so on, are those that probe through flat surfaces, and the encircling coils do the explorations on tubes or bars. Bobbin probes are used to traverse the inside of tubes and rotating probes increase coverage. Extensive eddy current array (ECA) probes have multiple coils multiplexed and allow a very large area to be scanned in a single pass, saving time.
- Accessories are reference standards to calibrate cables and data storage and analysis software. In pulsed ECT, current bursts are used by instruments to reach further by penetrating coatings.
- To go much further in sensitivity and resolution, researchers may specially tailor probes, adding sensors such as a Hall-effect or giant magnetoresistive (GMR) to them to enhance their field sensitivity.
Types and Methods of Eddy Current Testing
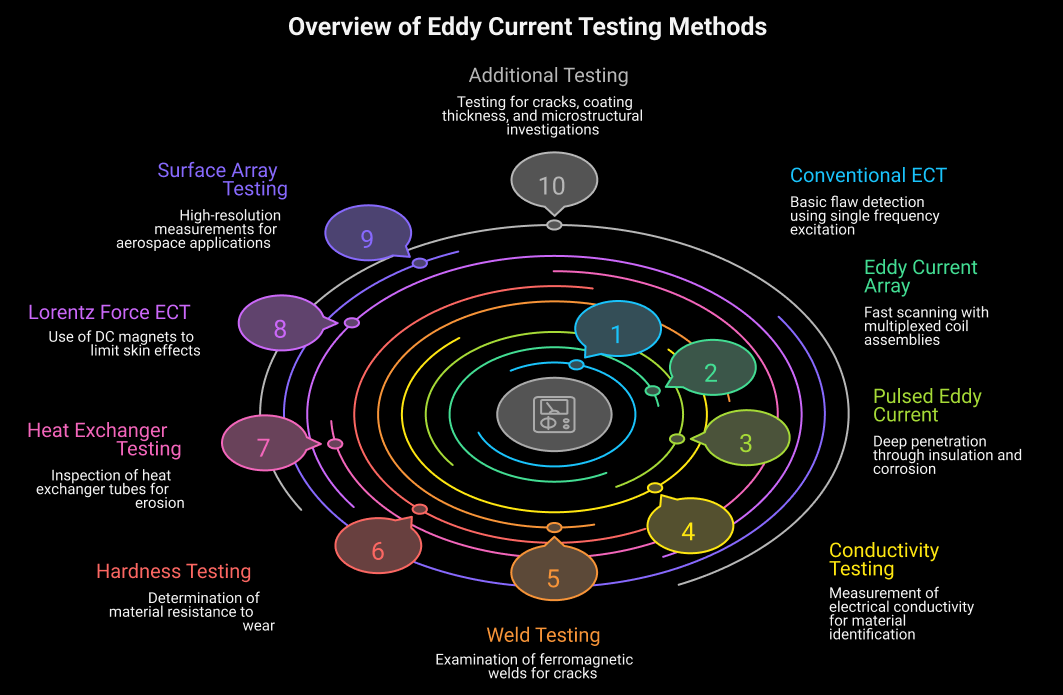
- ECT entails several approaches that are adopted according to the needs. Basic flaw detection is performed with conventional ECT using single frequency excitation.
- The Eddy current array (ECA) generalizes this to multiplexed coil assemblies that scan areas fast. Transmit/receive arrangements reduce the mutual inductance to enhance the resolution of a complex geometry.
- Pulsed eddy current (PEC) uses current pulses to offer a wide range of frequencies that penetrate deeper into the material-several millimeters-through insulation or corrosion layers, which is advantageous in CUI (corrosion under insulation) in pipelines.
- Conductivity testing is used to measure electrical conductivity to identify alloys or to confirm heat treatment or the detection of aging that is often combined with hardness studies.
- Weld testing will examine ferromagnetic welds on cracks, or unfused areas, and gather via probes that operate above permeability problems.
- Hardness testing is used to determine the extent to which a material resists rather than wearing out which is a representation of design integrity.
- Heat exchanger tubes are tested by heat exchanger testing in the case of erosion, pitting, or cracks, using bobbin or rotating probes.
- Lorentz force ECT utilizes DC magnets to limit skin effects so that the inspection may be completed more quickly.
- Higher resolution (mm) measurements of conductivity and thickness in surface array testing can be applied to aerospace.
- Testing is also performed on the crack (static/dynamic), coating thickness, and the microstructural investigation such as material mix testing.
Advantages and Limitations
- Advantages: ECT are strong sensitivity to small surface / near-surface discontinuities, contactless, so it is applicable to hot surfaces/surfaces immersed in fluids, instant results, its portable, and little preparation. It features complex inspection of shape, conductivity/thickness inspection, and profiles uniform parts for faster inspection time.w
- Limitations: limited application to conductive material, values of penetration depth vary (skin effect), sensitive to changes in permeability in ferromagnetics, can fail at detecting flaws running parallel to the field, as well as interpretation skills required to interpret correctly.
- Applications: ECT works across various industries, including aerospace for aircraft and engines, automotive for crankshafts, power generation for turbines, mining for conveyor belts and equipment, and manufacturing for pipes and welds. It detects cracks corrosion, confirms heat treatment for coatings and assures safety and efficiency.
- Standards- Key standards include ASTM E426 for tubular products, ASME Boiler Code for pressure vessels, ISO 9712 for personnel certification, and EN 10246 for steel tubes, ensuring consistent procedures and reliable results.
- Recent Advancements:- Recent developments integrate AI for defect detection and real-time processing, enhancing handheld devices. PEC signal analysis improves small defect sizing, while ECT in additive manufacturing detects layered flaws. ECA advances expand aerospace inspections, and digital tools simplify training and collaboration.
Conclusion
Eddy current testing (ECT) is a high-resolution non destructive testing technique that provides unparalleled detail in flaw sizing and characterization of material properties in any conducting material in any industry. The non-contact property, quick feedback, and the flexibility to the intricate geometrical shapes defines its essential application in ensuring the safety and reliability. Its advances, including its incorporation into AI, pulsed-eddy current methods, are still ongoing. ECT is a fundamental tool to NDT professionals, and researchers, through which innovation has continued to develop and structural integrity has been maintained on a new generation of engineering work.
FAQs
1. What is eddy current used to detect?
Ans: The presence of non-magnetic conductive materials, like metal, can be found using eddy current sensors. The inductive eddy-current concept underlies the operation of eddy current sensors. An alternating current applied to the detecting coil creates a magnetic field surrounding the coil.
2. What materials are used in eddy current testing?
Ans: Thin-ferromagnetic materials like ferritic chromium molybdenum stainless steel and partly ferromagnetic materials like nickel alloys and duplex alloys are subjected to this inspection. The material's permeability, tube diameter, and thickness all affect how a saturation eddy current approach is used.
3. What is the principle of eddy current?
Ans: The principle of Eddy current is based on Faraday's law of induction. Self-inductance is how the Eddy Current Principle operates.
4. How does the eddy current testing procedure work?
Ans: The ECT procedure involves energizing a coil with alternating current to induce eddy currents in the test material. Any disruption—such as cracks, corrosion, or material variation—changes the flow of these currents, which the instrument then measures and interprets.
5. What equipment is used in eddy current testing?
Ans: ECT requires a testing instrument, calibration standards, and specially designed probes (absolute, differential, or array types). Advanced setups may include eddy current testing equipment with digital displays, multifrequency operation, and automated scanning systems.








