The Problem Every NDT Technician Knows
If you work in ultrasonic testing, you know the routine. Apply couplant. Make contact. Take a measurement. Wipe away the couplant. Repeat. For decades, this workflow has been the price of admission for high-resolution UT. Air-coupled ultrasound has always promised a way around it, but the technology has never completely delivered on that promise. Conventional ultrasound microphones top out around 100 kHz, which is sufficient for detecting gross defects in thick foam or honeycomb panels, but nowhere near the MHz-range frequencies needed for the kind of resolution that serious inspection demands.
Ultracoustics, an Edmonton-based startup, has built a sensor that changes this equation. Their product, BROADSONIC, operates at up to 5 MHz in open air. That is roughly 50 times the bandwidth of conventional air-coupled sensors, and it opens the door to non-contact inspection methods that were previously limited to immersion tanks or laser-based systems.
Optical, Not Piezoelectric

Figure 1. Images of the BROADSONIC ultrasound sensor (a) probe head and (b) readout instrumentation.
BROADSONIC uses no electrical sensing elements. Instead of piezoelectric detection, it relies on a Fabry-Perot optical cavity - a pair of microscopic mirrors at the tip of a fiber optic cable. When acoustic pressure deflects the cavity membrane, it shifts the optical interference pattern, and that shift is read out as the measurement signal.
The practical consequences matter more than the physics. The active sensing area is only 100 micrometers across, giving it point-sensor resolution and sensitivity that larger piezo elements simply cannot match. It is entirely optical, which means complete immunity to electromagnetic interference. And it covers the full frequency band from near-DC to 5 MHz in every single measurement, so there is no need to swap transducers or repeat scans at different frequencies.
The sensor head is smaller than a pencil tip. The readout unit contains an internal ADC that connects over USB and streams data in real time for easy integration into existing systems.
Seeing Inside a Spot Weld Without Touching It

Figure 2. Non-contact imaging of spot weld quality. (a) two pieces of 0.03” cold-rolled mild steel spot welded together. (b) An ultrasonic map generated by scanning BROADSONIC near the surface of the steel.
To demonstrate what MHz-range air-coupled sensing makes possible, Ultracoustics recently scanned a spot weld joining two bonded sheets of 0.030" cold-rolled mild steel.
The setup used BROADSONIC as the receiver and a simple excitation source on the opposite side of the plates (no coupling fluid involved anywhere in the measurement chain). The sensor was raster-scanned across the weld region, capturing the acoustic transmission at each point. The broadband capability of the BROADSONIC offers potential for rapid, in-line QC of spot welds in a production environment.
The resulting image clearly reveals the weld nugget as a region of high acoustic transmission, surrounded by unbonded sheet metal where transmission drops off. The boundary between welded and unwelded material is visible with sub-millimeter clarity.
For anyone who has spent time doing spot weld QC, this is significant. Current methods are either destructive (peel tests, chisel tests) or require contact ultrasonics with couplant applied to every individual weld by a skilled technician. On a high-volume production line, that is a bottleneck. A non-contact, air-coupled method that can image the weld nugget at production-relevant resolution is ready for automation and robotic integration, bringing inline weld verification within reach.
"This is ultrasonic imaging done above 1 MHz in air, without contact or coupling fluid," says Kyle Scheuer, CEO of Ultracoustics. "A technician can set this up on a production line, point it at a weld, and get a broadband acoustic measurement in air. It opens up inspection scenarios that practitioners have been told are not possible with air-coupled methods."
Transducer Characterization: Know What Your Equipment Is Actually Doing

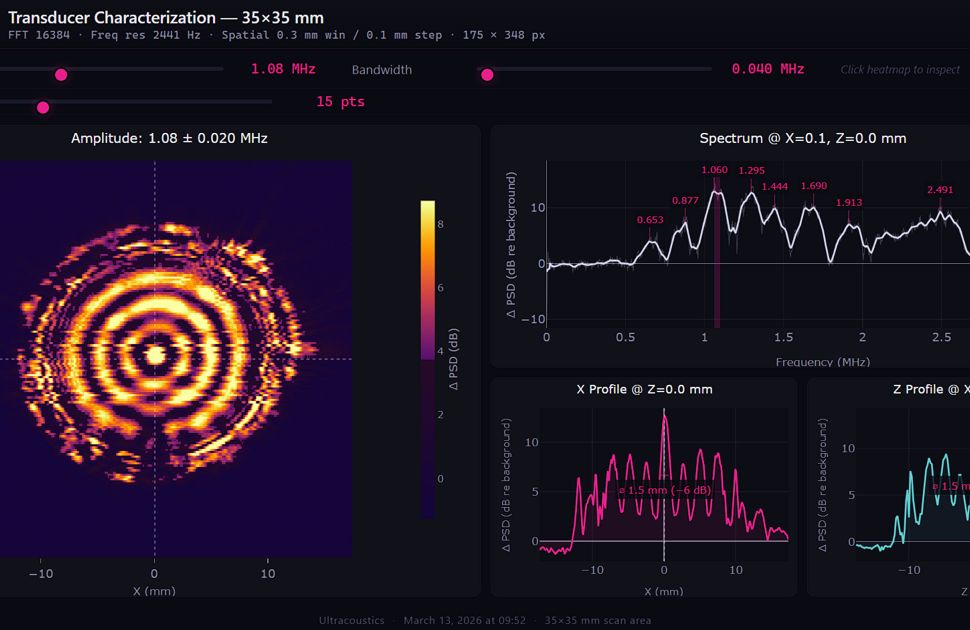
Figure 3. Piezo transducer characterization done using BROADSONIC. Each pixel contains a full 0 – 5 MHz spectrum, allowing the entire frequency response and mode patterns to be obtained from a single scan.
While the NDT inspection capabilities continue to develop, Ultracoustics has already brought one application fully to market: transducer characterization as a service.
NDT technicians rely on transducers daily, yet few have ever seen a complete spatial map of what their transducer's beam actually looks like across its full frequency range. Hydrophone scanning requires water immersion and delivers one frequency per pass. Laser vibrometry costs six figures and measures surface velocity rather than radiated pressure. Most transducers in the field are effectively black boxes - you trust that the spec sheet is correct and hope for the best.
BROADSONIC captures the entire 0-5 MHz spectrum at every spatial point in a single pass. One scan produces a complete picture of how a transducer radiates acoustic energy, at every frequency, at 0.1 mm resolution. Scanning square-centimeter areas is fully automated and takes minutes.
The results are delivered as interactive HTML reports that open in any browser. Users can slide through frequencies in real time, click any pixel to see its full spectrum, view cross-sectional beam profiles, and export raw data, without proprietary software or license fees. The report is self-contained and shareable.
The service is straightforward: ship your transducer to Ultracoustics in Edmonton. Results are returned within one week and the transducer is returned. For transducer manufacturers, this is a QC tool that replaces days of hydrophone scanning with a single broadband pass. For NDT service companies, it is a way to verify that inspection equipment is performing as expected, not just calibrated, but actually characterized.
Built in Alberta's Deep-Tech Ecosystem
BROADSONIC did not originate in a corporate R&D lab. The sensor technology was developed at the University of Alberta, where CTO Dr. Ray DeCorby, a professor of Electrical and Computer Engineering, built the underlying optomechanical platform. The sensors are fabricated at the university's nanoFAB facility, one of Canada's leading nanofabrication centers.
The company is backed by Alberta Innovates, Emissions Reduction Alberta, the National Research Council of Canada, and Mitacs. Its team operates out of Edmonton, and the technology, from sensor design to fabrication to final assembly, is entirely Canadian.
"The sensors are designed, fabricated, and assembled here in Edmonton," says Scheuer. "The research was done here. The IP is here. This is Alberta deep-tech from the ground up."
Not Just a Sensor, but a Platform Technology
While NDT and transducer characterization are the company's primary commercial focus, BROADSONIC's broadband optical sensing has also demonstrated capability in adjacent industrial applications: ultrasonic gas leak detection in noisy plant environments, real-time cavitation monitoring for ultrasonic cleaning baths, and non-contact partial discharge detection for electrical infrastructure. Each leverages the same core advantage; broadband, non-contact, EMI-immune acoustic sensing that captures what conventional sensors miss.
With over 10 peer-reviewed publications in journals including JASA, Applied Physics Letters, Nature Microsystems & Nanoengineering, and Optica, the science behind BROADSONIC has been validated by the research community. The commercial question is now about scale and adoption. Ultracoustics is currently working with early partners in automotive, semiconductor, and transducer manufacturing to validate BROADSONIC for specific inspection workflows.
To request a transducer characterization scan or explore how BROADSONIC could fit into your inspection workflow, contact the team directly at kyle@ultracoustics.ca or visit ultracoustics.ca.








