
Table Of Contents
- Introduction
- The Basics of Ultrasonic Testing
- Phased Array Ultrasonic Testing (PAUT)
- Time-of-Flight Diffraction (TOFD)
- Beyond PAUT & TOFD: Emerging Techniques
- Best Practices for Implementation
- Real-World Applications
- The Future of Ultrasonic Testing
- Conclusion
Introduction
The art of nondestructive testing (NDT) rests upon the Ultrasonic Testing (UT), which is one of the most common and effective inspection methods nowadays and is used to identify, locate, and measure internal discontinuities in materials without producing any destruction. The use of traditional UT in the past few years has been limited by the fact that its application is limited by aspects like restricted coverage, reliance on manual methods, and defect visualization, which has led to more sophisticated methods of ultrasonic testing. Techniques such as Phased Array Ultrasonic Testing (PAUT) and Time-of-Flight Diffraction (TOFD) have revolutionized the inspection process by offering a fine-tuning image, a higher level of depth, and better defect description. These methods are then backed by innovations such as Total Focusing Method (TFM) and Full Matrix Capture (FMC) and enable engineers to see defects in 3D and make a quantitative judgment as never before.
With the trend of higher levels of safety, reliability, and automation in industries, there has been an imperative in the deployment of such sophisticated ultrasonic systems to various sectors such as oil and gas, aerospace, power plants, and manufacturing industries. They are important tools in maintaining the structural integrity and avoiding expensive failures since they can easily identify the critical flaws early enough and without disrupting operations.
Through this article, the reader will acquire holistic insight into the developing techniques of ultrasonic testing, such as the working principle of PAUT and TOFD, their strengths and weaknesses, as well as, how the two methods complement each other in the field. Emerging technologies like TFM, guided wave ultrasonics and electromagnetic acoustic transducers (EMATs) as well as best practices of implementation, training, and calibration, are also discussed. In conclusion, you will have a clear understanding of how these state-of-the-art ultrasonic techniques are transforming nondestructive inspection in the current high-precision industries.
The Basics of Ultrasonic Testing
Ultrasonic testing (UT) is a nondestructive testing method that uses high-frequency sound waves—typically in the range of 0.1 to 15 MHz—to detect internal flaws in materials. With a transducer, pulses are launched into the object; pulses that are reflected by cracks, inclusions or material surfaces travel back to the receiver. The frequency and intensity of these echoes shows deep characteristics.
Traditional UT is suitable in thickness measurements and identification of simple flaws in metals and welds. However, this fails in more difficult applications, where it provides only limited coverage, reduced resolution, and variability in results depending upon the operator. Here the superior techniques can come to rescue.
Phased Array Ultrasonic Testing (PAUT)
1. How It Works
Unlike conventional UT, phased array ultrasonic testing uses multiple piezoelectric elements in a single probe. These components are sequentially fired with a well-controlled time delay: therefore the beam can be electronically stepped, swept, and focused-all without any physical deflection of the transducer.
2. Key Advantages
- The coverage of wide areas and complex geometries can be realized with beam steering.
- The use of focal depth control increases resolution over different depths.
- Progressive imagery, such as real-time B-Scan and C-Scan views.
- Wide production because of fast electronic scanning and the combination with automation.
3. Limitations
- Software and equipment will cost a lot.
- Needs special training and qualification to interpret properly.
- Materials having complicated acoustical properties can vary in performance.
4. Common Applications
PAUT finds ample application in checking of welds, pressure vessel testing as well as mapping of corrosion. Industries such as aerospace and power generation, oil and gas industries find PAUT useful due to its speed, accuracy and imaging.
20250808124809.png)
Time-of-Flight Diffraction (TOFD)
What It Is
Time-of-flight diffraction is another advanced UT technique. It employs two probes placed at either end of a weld. One of the probes will have to give out ultrasonic waves, and another probe will be needed to receive the diffracted signals of the defect tips. The durability of these signals to reach the point is utilised to precisely identify defects position and dimension.
1. Advantages
- Very precise defect sizing, in particular crack depth.
- Highly sensitive to all directions of defects as opposed to conventional pulse-echo.
- Partially objective outputs with less reliance on the interpretation of the operator.
2. Challenges
- This is not a great method of inspection to detect surface-breaking defects because of the dead zone encountered with the surface.
- Frequently must be used with other techniques such as PAUT to provide total inspection coverage.
3. Combining PAUT and TOFD
The combination of PAUT and TOFD can be used to provide a very strong inspection tool. PAUT is used to image, as well as detect surface flaws whereas TOFD is best at sizing and characterizing embedded flaws. This synergy is of utmost use in pipeline management, pipeline integrity and weld inspections.
20250808125017.png)
Beyond PAUT & TOFD: Emerging Techniques
Total Focusing Method (TFM)
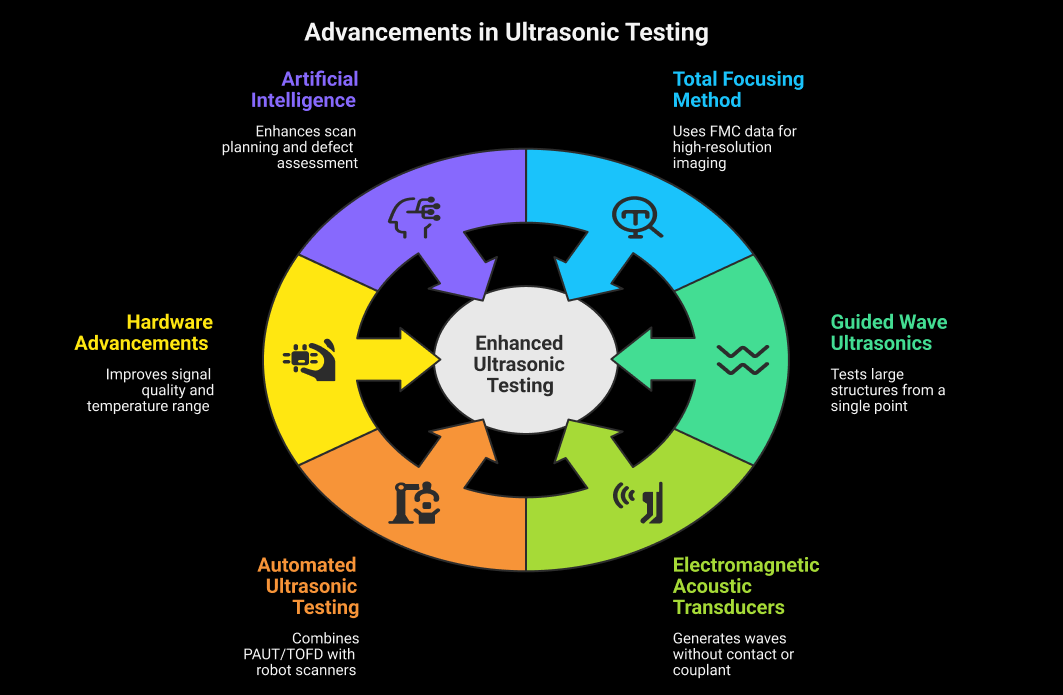
TFM is a post-processing method, which uses Full Matrix Capture (FMC) data. It synthetically guides the beam to any location inside the material resulting in a completely focused image that is present throughout the area of interest. This allows great resolution and clarity of complex components and fatal flaws.
Guided Wave Ultrasonics
Guided wave testing utilises ultrasonic signals along a length of structure, presumably including pipelines (and rails), offering a method of testing a large distance by position at a single point. It is suitable in inaccessible or insulated locations and it provides a cost effective screen before any more elaborate examinations are carried out.
Electromagnetic Acoustic Transducers (EMAT)
The EMATs produce ultrasonic waves by electromagnetic interconnection without the contact or the use of couplant. This is helpful in the hot or coated materials, moving parts or where surface preparation is not possible.
Automated Ultrasonic Testing (AUT)
AUT systems combine PAUT or TOFD and robot scanners. These systems are finding application of inspecting large structures with precision and consistency reducing the chances of manual error and data logging can be continuous. In the checking of pipeline girth weld and structural components testing, automation proves most useful.
Advancements in Hardware
Newer transducers are now being built with high bandwidth materials such as Gallium Nitride that increase the quality of signal and increase the temperature range. This is enhanced using dual-element and multi-mode probes which enhance the detection of flaws in composite and layered materials. The improvement of software can be used to process signals in real-time and have a 3D image of the defects.
Artificial Intelligence in UT
To improve scan planning, beam steering and defect assessment, AI is gradually finding its use as well. Machine learning algorithms can be used to study huge UT data to discover the defect patterns and facilitate the predictive maintenance solutions. Human error in interpretation is also coming down with the help of AI-driven systems.
Best Practices for Implementation
Follow Industry Standards
Compliance with international standards ensures quality and consistency in advanced ultrasonic testing. The main standards are ISO 10863 (TOFD), ASTM codes (PAUT) and EN standards (UT calibration and validation).
Training and Certification
More advanced solutions of UT require well-trained operators. The level of certification of personnel should be Level II or III, respectively, depending on the application and regulatory requirement. Appropriate training will lead to appropriate use of equipment, analysis and interpretation of data.
Equipment Calibration
Prior to the inspection, it is important to calibrate the instruments to the reference blocks which mimic the possible flaw signatures. This provides uniform sensitivity, depth resolution versus materials and geometry.
Integrated Inspection Workflow
Possible best-practice inspection sequence could be going through guided wave testing as initial screen, PAUT for images and TOFD to provide sizing. Results integration with the help of digital reporting solutions makes it traceable and enables a broad assessment of the defect.
Real-World Applications
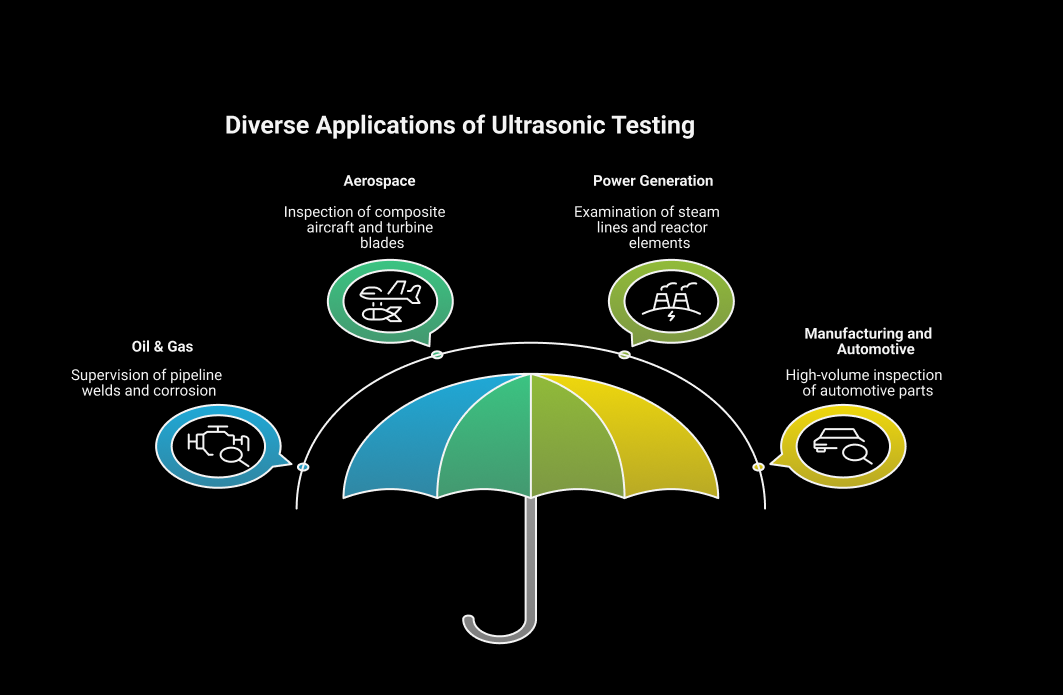
Oil & Gas
Advanced ultrasonic technology is critical in the supervision of pipeline welds, corrosion due to insulation, and pressure vessels. The integration of PAUT, TOFD and guided wave tests increases coverage and safety.
Aerospace
TFM and high-frequency PAUT are applied to composite aircrafts as well as to turbine blades and bonded joints. The level of accuracy and minimal intra-invasiveness places ultrasonic methods as the ideal technique in aerospace quality management.
Power Generation
UT is applied in power plants to examine steam lines, reactor elements as well as the boiler tubes. EMAT and AUT applications are especially applicable in harsh areas of high temperatures or dangerous situations.
Manufacturing and Automotive
In automated PAUT, speed and repeatability are provided in high-volume inspection of automotive parts. Ultrasonic testing also supports additive manufacturing and 3D-printed parts by detecting voids and lack of fusion.
The Future of Ultrasonic Testing
The future of ultrasonic testing lies in deeper integration with digital technologies. The inspection process is being simplified by real-time imaging, automatic defect identification and cloud-based reporting tools.
The innovations to be seen in the future are:
- Smart flaw recognition and intelligent scanning.
- Aerial inspections in using drones and ultrasonic gadgets.
- Non-contact UT solutions based on EMATs and laser-based technologies.
- Real-time embedded ultrasonic structural health monitors.
These developments are transitioning NDT in single and discrete inspection procedures to constant and smart observing-guaranteeing resources are secure, productive and manageable all through their lifespan.
Conclusion
Advanced ultrasonic techniques like phased array ultrasonic testing, time-of-flight diffraction, TFM, and guided wave testing are revolutionizing the world of nondestructive evaluation. With their high accuracy, low-latency, and wide coverage, they are available in applications that are vital to pipelines and aircrafts, reactors, and wind turbines.
Whether you are a NDT practitioner, a student, or a researcher, proficiency in such techniques opens the way that leads to smarter inspections, which allow diminished downtime and enhanced safety. As the industry evolves, embracing PAUT TOFD techniques and emerging innovations will be essential to keeping pace with technology and maintaining structural integrity across sectors.








