Pulsed Eddy Current
A More Efficient Method of Screening HRSG Tubes for Corrosion
Published on 25th July 2023

Heat Recovery Steam Generators (HRSGs) are the thermodynamic link between gas and steam turbines in a combined-cycle power plant. They present unique inspection challenges for asset integrity managers.
The Challenge
Inspect HRSG tubes for corrosion without having to cut the tube header or use complex robotics.
Experience industry-wide shows that HRSGs are used well beyond their intended life. They suffer from a variety of defects, but one of the most destructive is corrosion at the tube’s inner diameter (ID). Right now, the industry inspects for ID corrosion from inside tubes. The design of most HRSGs, however, does not make it easy to do so without cutting open the header and using complex robotics.
The tubes are finned with carbon steel and more often than not, covered with iron oxide.
Considering the destructive and complex nature of current HRSG tube inspection methods, there is a strong desire on the part of the industry to find a nondestructive inspection method that could detect ID corrosion (wall thinning) from the outer diameter, over the fins.
The Solution
Using pulsed eddy current to scan pipes from the outside, over fins, and corrosion product.
Pulsed Eddy Current (PEC) technology has been around for a long time and has demonstrated over and over that it can detect wall thinning from corrosion from the OD, often over thick insulation and weather jackets.
To prove that PEC could detect corrosion at the ID from the OD, over potential sources of strong interference, we used an actual HRSG tube sample. It was 1.1 m (43 in) long, had a 3.18 cm (1.25 in) inner diameter, and a 7.09 cm (2.79 in) outer diameter, including its fins. The tube also had a nominal wall thickness of 3.38 mm (0.133 in). Finally, it featured lime and iron oxide buildups, as well as bent fins.
All the PEC scans were performed with eight lines across the circumference, at an axial resolution of 12.7 mm (0.5 in). This is quite a high resolution for PEC, which made it possible to evaluate the minimum acceptable resolution for detection. With these parameters, scans were performed at approximately 127–152 mm/s (5–6 in/s).
Used to drive the PEC probe was the Eddyfi Technologies Lyft® system. It is a powerful portable instrument that can immediately display scan results for analysis. The Lyft software benefits from advanced algorithms that provide unique resistance to interference such as fins and iron oxide.
The initial scan with PEC managed to assess a roughly 813 mm (32 in) stretch of smooth non-corroded tube. It also detected a sharp circumferential transition at 813 mm (32 in) from the edge of the tube. Generalized corrosion was detected in an approximately 178 mm (7 in) stretch. The remaining length of the tube features heavier corrosion. These results were then corroborated with a bore scope.
The next step in this demonstration was to determine the size of the smallest defect that could be detected by the probe.
To achieve this, additional defects were manufactured in the tube’s ID. Defect A was the size of the estimated smallest defect the PEC probe can detect. It was positioned at 6 o’clock, 152.4 mm (6 in) from the uncut end of the tube with an approximate depth of 1.7 mm (0.067 in) and an area of 645.2 mm2 (1 in2).
Defect B was manufactured to be half the volume of the probe’s estimated smallest detectable defect. It was positioned at 12 o’clock, 152.4 mm (6 in) from the cut-out end of the tube. It was about 0.84 mm (0.033 in) deep with an area of 645.2 mm2 (1 in2).

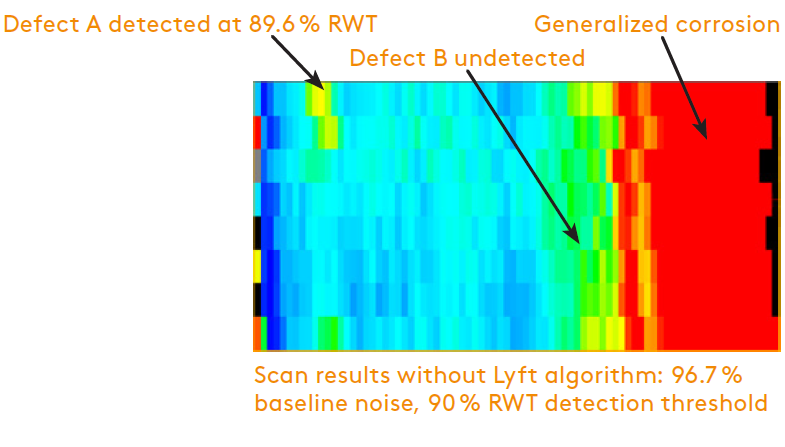
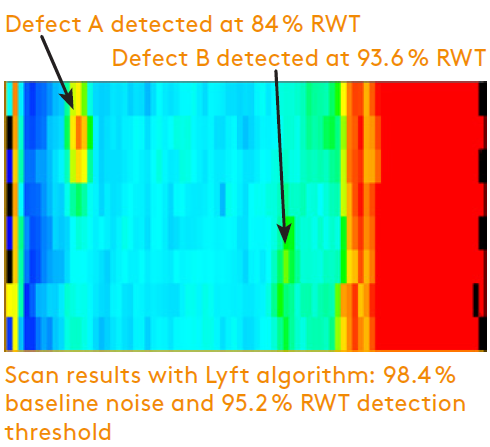
Thanks to a dedicated Lyft algorithm that minimizes the effect of interfering fins and ferrous oxide—a unique feature—the SNR was substantially improved. This revealed that the worst effects from the carbon steel fins on the tube is a 1–2% noise increase and a proportional minor drop in the amplitude of the A-scan.
With a baseline noise of 98.4% and a detection threshold set to 95.2% of the remaining wall thickness, defects A and B were detected, but B was at the detection limit. Defect A was always clearly visible.
The Benefits
Detecting ID corrosion from OD, over interfering metals, adding a cheap, non-disruptive option to prevent HRSG tube failures caused by corrosion.
PEC had been used in HRSGs in the past but with limited success. The Eddyfi Technologies PEC probe and unique Lyft algorithm successfully demonstrated the technology’s ability to screen for wall thinning from the OD, over carbon steel fins and iron oxide, both important interference sources.
This is good news because the commercially available Eddyfi Lyft PEC system can be used to assess the state of HRSG tubes non-disruptively, significantly decreasing the complexity and cost of inspections, with a high degree of confidence.
Being able to provide remaining wall thickness measurements and records for post-inspection analysis, PEC can offer HRSG owners a better insight into the state of their assets, being able to monitor the progress of damage and elaborate proper mitigation strategies within an asset integrity management (AIM) program.












